所屬科目:技檢◆一般手工電銲-單一級
1.在各種熔填順序中,採用前進式熔填順序,所產生之缺陷是(A)銲道接頭最多(B)變形最大(C)變形最小(D)銲條最費。
2.交流電是指電流(A)由一次端經銲機到二次端(B)由負極到正極(C)正負極互換之謂(D)由正極到負極。
3.檢查開槽的形狀、尺寸、間隙、對準等是否正確,須在(A)銲接完成後(B)銲接前(C)銲接中(D)首道完成後。
4.銲接後施以後熱處理,可以使銲道(A)硬度增加(B)延性減少(C)韌性減少(D)內應力減少。
5.適於薄板銲接的熔填順序是(A)前進式(B)直線式(C)織動式(D)交互式。
6.鏨子之材料應採用(A)低碳鋼(B)工具鋼(C)中碳鋼(D)鑄鋼。
7.測量銲接電流可用(A)瓦特計(B)安培計(C)伏特計(D)歐姆計。
8.銲接時,如換用較大的銲條銲接,銲機上的無負載電壓應(A)增加(B)不穩定(C)不變(D)降低。
9.銲接電流太小時易產生的現象是(A)銲道狹窄且隆起(B)銲濺物變多(C)電銲條變成紅熱(D)滲透過深。
10.一般手工電銲技能檢定規範中,A1F2墊板的寬度為(A)16(B)25(C)6(D)40公厘。
11.鋼料銲接,那一種銲法的銲著速率最高(A)MIG銲(B)TIG銲(C)潛弧銲(D)一般手工電銲。
12.銲接速度太快所造成的缺陷是(A)滲透不良(B)熱影響區太寬(C)銲道太高(D)搭疊。
13.銲接時因電流低,銲條運行不當致使銲道與母材未能充分融合,凸出的部份稱為(A)夾渣(B)搭疊(C)銲蝕(D)氣孔。
14.使用低氫系電銲條銲接,電弧長度應保持(A)時長時短(B)超長(C)短(D)長電弧來運行。
15.電壓220伏電銲機,誤接電壓440伏電源時,電銲機(A)電流增大(B)銲接電壓減低(C)電流不穩(D)線圈燒燬。
16.右圖銲接符號中""Z8係表示何種尺寸需為8公厘(A)板厚(B)腳長(C)喉深(D)斷續銲長度。
17.銲接中,如僅將電流加大,電銲條的滲透力會(A)時深時淺(B)愈深(C)無影響(D)愈淺。
18.在銲接中將電弧長度加長,即表示要提高銲接(A)電阻(B)速度(C)電流(D)電壓。
19.兩塊母材相疊合,其中一塊母材鑽孔後用銲條填銲,使兩塊母材結合在一起,這種銲道稱為(A)填角銲(B)塞孔銲(C)對接銲(D)槽銲。
20.角銲之銲接符號為(A)(B)(C)(D)。
21.在銲接不銹鋼時,所使用的清潔工具是(A)銅絲刷(B)碳鋼刷(C)鐵刷(D)不銹鋼刷。
22.一般手工電銲使用裸銲條銲接時,易影響銲道品質的氣體是(A)氦氣(B)氫氣(C)氮、氧氣(D)二氧化碳氣。
23.在一次電壓波動甚大時,宜採用(A)整流式直流電銲機(B)馬達式直流電銲機(C)變壓器式交流電銲機(D)電阻式電銲機。
24.CNS304不銹鋼與低合金鋼的銲接應選用CNS(A)E308(B)E309(C)E310(D)E410電銲條較適宜。
25.CNSE4327鐵粉氧化鐵系電銲條宜用於(A)仰銲(B)橫銲(C)立銲(D)平銲或水平角銲。
26.銲接鍍鋅鋼件時宜選用之電銲條是CNS(A)E4316(B)E4301(C)E4313(D)E4311。
27.銲口角度太大,會引起之缺陷是(A)氣孔(B)變形(C)銲蝕(D)夾渣。
28.通常一條直線可通過(A)四(B)三(C)一(D)二個象限。
29.銲藥經電弧燃燒之後稱為(A)銲淚(B)銲劑(C)熔渣(D)塗料。
30.交流電銲機的主要構造部份是(A)電源開關(B)變壓器(C)整流器(D)電流調整器。
31.拉力強度之單位是(A)N/m(B)N/mm(C)N/cm(D)N/mm2。
32.直流電銲機電極正的接線法是(A)手把接地線(B)手把接一次端(C)手把接負極(D)手把接正極。
33.交流電銲機取代直流電銲機之原因是(A)電流方向不變且穩定(B)美觀大方(C)耗電較小(D)構造簡單,價格低廉。
34.銲道中如有氣孔或夾渣,經射線檢測後,在底片上會呈現(A)黑點(B)白點(C)黃點(D)紅點。
35.銲接後引起電光性眼炎同時發生流淚怕光、疼痛的是受到電弧光線中(A)紫外線(B)紅外線(C)可見光線(D)放射線之傷害。
36.右圖中""兩箭頭所指的是(A)根部半徑(B)槽面(C)根面(D)間隙。
37.一般手工電銲技能檢定代號B1F4中"B"是代表(A)薄管(B)厚管(C)薄板(D)厚板。
38.在可能範圍內銲件最好應用(A)平銲(B)仰銲(C)橫銲(D)立銲施工。
39.除渣鎚的製作材料宜用(A)鑄鋼(B)軟鋼(C)工具鋼(D)銅。
40.下列電銲條中,用於碳鋼薄板無墊板V型槽底層銲接的是CNS(A)E4327(B)E4311(C)E4303(D)E4301。
41.CNS金屬鋼材編號S(42)C中,"C"表示(A)工具鋼(B)碳鋼(C)鉻鋼(D)鎢鋼。
42.公英制長度單位換算中,1公厘等於(A)0.03937(B)39.37(C)3.937(D)0.3937吋。
43.不銹鋼銲口開槽時,最快的方法是(A)電漿切割(B)氧乙炔切割(C)鉋床(D)剪床。
44.銲件含碳量愈高,所需預熱的溫度(A)愈高(B)愈低(C)可不考慮(D)時高時低。
45.電銲機之性能呈垂下特性曲線時,當電弧長度增長,電弧電壓會(A)不一定(B)不變(C)降低(D)增加。
46.在銲接法中不需氣體及銲藥保護的是(A)潛弧銲(B)MIG銲(C)電阻銲(D)TIG銲。
47.電弧電壓就是指(A)無負載電壓(B)短路電壓(C)負載電壓(D)一次電壓。
48.在20公尺範圍內,電流用250安培施銲,銲接電纜線截面積須用(A)38(B)20(C)15(D)50平方公厘。
49.下列工作法中工件加工後易因冷縮變形的是(A)鍛造法(B)鉚接法(C)機械法(D)銲接法。
50.機械工作圖上,尺寸之記載標準單位為(A)公厘(B)公分(C)公尺(D)公寸。
51.銲接基本符號“”是表示(A)雙面角銲(B)塞孔銲(C)I型槽銲(D)V型槽銲。
52.碳鋼材料銲接後可能產生的現象是(A)材質軟化(B)硬度減低(C)應力減少(D)硬度增加。
53.一般手工電銲技能檢定薄板無墊板對接的銲接位置有(A)3(B)4(C)1(D)2種。
54.檢查容器氣密情況時應採用(A)水壓試驗(B)超音波檢測(C)射線檢測(D)衝擊試驗。
55.下列硬度最高之材料是(A)鋁(B)低碳鋼(C)高碳鋼(D)銅。
56.職業道德必須具備(A)機會性(B)暴利性(C)合法性(D)私利性的行為。
57.K型槽銲口,也是(A)雙J槽(B)雙斜槽(C)單斜槽(D)單J槽之銲口。
58.在現場銲接時,如發現電纜線溫度過高,則須(A)沖水冷卻(B)改用較細的線(C)改用較粗的線(D)改用較長的線。
59.銲接電流為280安培時,應選擇銲把的規格為(A)200(B)100(C)300(D)400安培。
60.電銲工作時穿戴皮質手套主要作用是(A)保持手部清潔(B)搬運材料方便(C)防止手部粗糙(D)防止銲渣和弧光灼傷。
61.職業道德所遵循的是(A)操守(B)技能(C)學識(D)行業的規範。
62.下列公制單位中,最小的長度單位是(A)公尺(B)公分(C)公寸(D)公厘。
63.欲使電銲條能有較強的滲透力時應適度的(A)提高電流(B)降低電流(C)提高電阻(D)提高電壓。
64.不同厚度鋼板銲接時,厚度差在(A)3.0公厘以下(B)5公厘以上(C)3.0公厘以上(D)7公厘以上則必須在較厚的板端超厚部位切斜度。
65.視圖中最常使用的是(A)第三(B)第四(C)第一(D)第二角法。
66.下列最適合用於管對接之電銲條是CNS(A)E4311(B)E4313(C)E4303(D)E4327。
67.銲疤是在(A)銲道背面突出部份(B)銲道面兩邊與母材交接處(C)銲道的尾端(D)銲道的起端。
68.銲接時銲濺物過多的原因之一是(A)電流太大(B)電壓太低(C)電流太小(D)銲速太快。
69.一般手工電銲之電弧電壓大約為(A)100~150(B)15~30(C)60~100(D)30~60伏特。
70.製作鉗工用的鐵鎚材料應以何種材料最佳(A)工具鋼(B)低碳鋼(C)軟鋼(D)不銹鋼。
71.直流電銲機的無負荷電壓較交流電銲機(A)高(B)低(C)相同(D)不一定。
72.電弧偏弧發生之原因是(A)銲條太小(B)磁場干擾(C)電流太小(D)銲條太大。
73.試片經導彎試驗後,任何方向的裂紋總長不得超過(A)4.8(B)6.4(C)3.2(D)2.6公厘。
74.長度單位換算中,6吋約等於(A)50.8(B)202.8(C)152.4(D)127公厘。
75.下圖所示精度1/20公厘游標尺之讀數為多少公厘?(A)2.5(B)19(C)14.25(D)1.9。
76.不會發生偏弧現象的電銲機是(A)直流電銲機(B)馬達發電機型(C)交流電銲機(D)整流器型。
77.同容量電銲機之價格以何者最為便宜(A)變壓器式交流(B)馬達式直流(C)整流式直流(D)引擎式直流。
78.清除銲渣所用之工具,一般均為(A)塑膠錘(B)木鎚(C)尖頭錘(D)圓頭錘。
79.第三角投影法,右側視圖是繪在前視圖的(A)下(B)上(C)右(D)左方。
80.CNSE4313電銲條是屬於(A)高氧化鈦系(B)鐵粉氧化鈦系(C)低氫系(D)鈦鐵礦系
 阿摩線上測驗
登入
阿摩線上測驗
登入
 "Z8係表示何種尺寸需為8公厘(A)板厚(B)腳長(C)喉深(D)斷續銲長度。
"Z8係表示何種尺寸需為8公厘(A)板厚(B)腳長(C)喉深(D)斷續銲長度。 (B)
(B) (C)
(C) (D)
(D)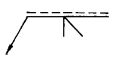 。
。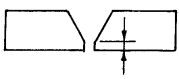 "兩箭頭所指的是(A)根部半徑(B)槽面(C)根面(D)間隙。
"兩箭頭所指的是(A)根部半徑(B)槽面(C)根面(D)間隙。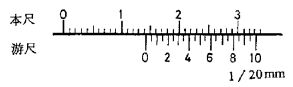 (A)2.5(B)19(C)14.25(D)1.9。
(A)2.5(B)19(C)14.25(D)1.9。