所屬科目:精實管理
1. TPS 的八大浪費中,下列哪一項是在近代最後加入的浪費項目? (A) 庫存的浪費 (B) 未被使用的員工創造力浪費 (C) 不良品浪費 (D) 生產過剩的浪費
2. 下列何者不是製造業縮短前置時間(Lead Time)後可以預期的效果? (A) 可迅速因應插單或緊急訂單 (B) 可減少因預測不正確所導致的計畫變更 (C) 提升生產計畫與逐行生產計畫/管制的能力 (D) 可以降低製程的不良率
3. 有一條產線目前有 10 個作業員,產能為 100 個/小時, 如今透過改善,產能可以提升為150 個/小時,若目前此產品的需求為 120 個/小時,則在精實生產中,主管該如何調整此產線? (A) 以 15 個作業員每小時生產 225 個 (B) 以 12 個作業員每小時生產 180 個 (C) 以 10 個作業員每小時生產 150 個 (D) 以 8 個作業員每小時生產 120 個
4. 在精實生產改善中,縮短製造前置時間(Lead Time)的最有效方法為 (A) 縮短搬運時間 (B) 縮短品質檢查時間 (C) 縮短半成品在各製程之間的暫存時間 (D) 縮短各製程的加工時間
5. 有關價值溪流圖(Value Stream Mapping, VSM)符號的意義,下列何者為非? (A) 店面(超市) (B) 外部來源(客戶/供應商) (C) 生產看板 (D) 平準化生產
6. 要達到 Just in Time (及時生產) 的目標,所需採用的管理手段,不包含下列何項? (A) 看板 (拉動式) 管理方式 (B) 平準化生產 (C) 同步化管理 (D) 單件流生產 (E) 送分
7. 自働化(Jidoka)製程的設計理念及目的,不包含下列何項? (A) 消除 (防止) 製造不良 (B) 將「人」與「機器」分離 (C) 防止「製造過多」 (D) 減少加工機台的數量
8. 機器實際運作的生產速度必需設定在低於該產品生產時的標準設計,否則機器故障率會 提高,這種設備損失在 TPM 中被稱為? (A) 故障損失 (B) 速度損失 (C) 起步損失 (D) 部署、調整損失
9. 下列何者不是流線化生產的要件之一? (A) 各製程加工時間要短 (B) 最好是單件流動(批量為一) (C) 按製程順序佈置設備 (D) 作業員的「多能工」化
10. 新鄉重夫先生(Shigeo Shingo)首創的 SMED 快速換模技術,一共有四個主要步驟,下列 何者是第一步驟? (A) 縮短內部換模作業時間 (B) 縮短調整作業時間 (C) 將內/外部換模、調整作業區分出來 (D) 縮短外部換模作業時間
11. 在 TPM 生產體系中,下列那一項不包含在設備運轉的六大損失之內 (A) 故障損失 (B) 因清掃機台面的加工切屑而暫時停機 (C) 部署、調整損失 (D) 不良品的報廢與重工
12. 要實施多能工生產制度,下列何者不是執行的前提條件 (A) 制定計劃 (B) 導入 JIT 管理系統 (C) 改良設備 (D) 注意安全
13. 有關全面生產保全(TPM)的八大支柱,以下何者有誤? (A) 自主保全的目的在恢復設備應有狀態 (B) 計畫保全的目的在達到設備零故障 (C) 開發管理的目的是在縮短設備研發的時間 (D) 間接事務的目的是在改善間接事務的效率
14. 在全面生產保養(Total Production Management, TPM) 體系中,下列何者是最受重視也最 被常用來衡量加工機台的保養水準? (A) 加工速度 (B) 加工過程的碳排量 (C) 機器稼動率 (D) 機器可動率
15. 在安定化生產的要求中,下列何者不在標準作業的主要內容中? (A) 作業工序 (途程) (B) 不良率 (C) 標準工時 / 節拍 (D) 標準手持數
16. 豐田汽車為了降低成本,用人非常精簡,因而採取一人多機(一個人看顧多台機器)之作 法,所以機器必須具有何種功能? (A) 能偵測不良,若有不良能自動停機 (B) 能夠完全自動生產,不必有人送料取料 (C) 能夠做到智動化生產 (D) 能偵測不良,不良品自動退件,並立即自動生產
17. 豐田汽車的成功主要基礎在於其所建立的企業文化與價值觀,稱之為豐田風範(Toyota Way),Toyota Way 有兩大支柱,是下列的那一項? (A) JIT 與自働化 (B) CWQC 與 QCC (C) 對人的尊重與持續改善 (D) 終身僱用制與年功敘薪制
18. 精實生產(Lean production)原則上有五項基本要素,除了 Value creating、Value stream、 Continuous flow、Customer pull 之外,還有那一項? (A) Order raising (B) Customer satisfaction (C) Cost reduction (D) Pursue perfection
19. 豐田汽車在消除浪費,逐漸發展獨特的生產系統之前,需要先做好現場管理,現場管理 最基本的做法是下列的那一項? (A) 平準化生產) (B) 5S 活動 (C) 看板系統 (D) 建立資訊系統
20. 豐田汽車在構建及推動豐田生產系統時,所實施的是那一種品質管理系統 (A) 全公司品管(CWQC) (B) 全面品質管理(TQM) (C) 全面品質管制(TQC) (D) 統計品管(SQC)
21. James P. Womack & Daniel T. Jones 是麻省理工學院 International Motor Vehicle Program (IMVP)研究團隊的重要成員,他們為了推廣 Lean production,更在 1996 年出版了一本書, 此書的書名為何? (A) The Machine That Changed the World (B) Lean Thinking (C) The Toyota Way (D) Toyota Production System
22. 有關方針管理的作用,以下何者有誤? (A) 自部門面臨的課題有統一認識 (B) 各部門内加強交流 (C) 專注完成自部門設定的計畫 (D) 持續進行改善
23. 有關管理者的職責中,為確實地的推進業務並追蹤,以下何種業務應完整在年度・月度「行 動計畫」中展開 (A) 專案業務 (B) 定例業務 (C) 品質異常突發處理 (D) 設備故障緊急對應
24. 依據環境變化下修訂及改善部門任務和使命時,優先對工作的觀點包括 (A) 高度專業化 (B) 批量化處理來提升效率 (C) 產品單一化.減少作業複雜化 (D) 能否獲得顧客滿意及信譽
25. 為確保製造現場的使命達成,以下管理活動的重點何者有誤 (A) 變化點儘速顯現 (B) 異常迅速顯現 (C) 現場數據收集及標示 (D) 問題點及課題及早發掘
26. 5S 活動推動過程中,期望謀求人員想法及行動的改變,以提升 (A) 職場的美化 (B) 工作環境的舒適性 (C) 工作的品質 (D) 人員的士氣
27. 整頓活動所帶來的效果,以下何者正確 (A) 可以節省地坪 (B) 要做的工作會明確 (C) 何物、有多少量會明確 (D) 個人 5S 意願提升
28. 5S 活動期待的效益,以下何者有誤 (A) 對於作業順序及決定的業務有明確、可遵守的規則 (B) 增加存放空間 (C) 習慣遵守規則 (D) 不論新人或其他人都能確保工作水準
29. 為維持及提升設備的性能,可透過以下何種活動來進行 (A) 整理 (B) 整頓 (C) 清掃 (D) 清潔
30. 以下何者屬於豐田生產系統七大浪費中加工的浪費 (A) 臨時堆積放置物品 (B) 人員依自身感受重複進行表面擦拭 (C) 拿錯不一樣的工具 (D) 尋找需要的材料
31. 豐田生產系統追求滿足顧客的需求中,以下何者有誤 (A) 提供可靠及高品質的產品 (B) 縮短生產前置時間 (C) 減少浪費以降低成本 (D) 提升庫存對應變化
32. 豐田生產系統導入的主要背景,以下何者為非 (A) 低成長‧高成本時代來臨 (B) 企業間競爭的激烈化 (C) 持續擴大產能以達到以量制價 (D) 減少製程的浪費
33. 豐田生產系統中所追求工程流動化,以下何者推動方式為有誤 (A) 物品依照一個流進行生產 (B) 工程同期化 (C) 設備依照機能別進行配置 (D) 人員多能工化
34. 平準化生產的基本原則,以下何者有誤 (A) 流動化生產 (B) 後工程領取 (C) 以必要數決定節拍時間 (D) 以計畫數決定節拍時間
35. 針對作業者動作內容,以下何者是必須優先改善 (A) 物品組裝 (B) 零件運搬 (C) 零件拿取 (D) 零件選別
36. 假設某汽車排氣管製造廠預估每月需向客戶遞交 600 支某型號排氣管,該公司每月上班20 天,每天 3 班作業,每班工作 8 小時,則此型號排氣管產品的生產節拍時間(Tack Time,T/T)為 (A) 2120 秒 (B) 2880 秒 (C) 3150 秒 (D) 3720 秒
37. 則目前的生產線 平衡損失(閒置)率是多少? (A) 0.84 (B) 0.89 (C) 0.70 (D) 0.11
38. 承上題,若此生產線的總不良率為 5%,則此生產線每天八小時三班制的每日加工能力為 何(假設不考慮其他工時損耗)? (A) 4560 個 (B) 4320 個 (C) 4104 個 (D) 4828 個
39. 假設某設備產品的理論加工週期為 1 min/件,一天作業時間為 480 min (每天工作 8 小 時),晨會 15 min,機台自主保養 20 min,故障停機 20 min,刀具更換 20 min,某天共 加工產品 375 件,良率為 97%,則這台設備的 OEE (Overall Equipment Effectiveness)為 (A) 0.721 (B) 0.755 (C) 0.817 (D) 0.864
40. 一條流水生產線共有 4 部不同功能設備進行生產,4 部設備各自工序的完成時間分別為 24 秒、30 秒、28 秒及 35 秒,則此流水生產線定時(8 小時)的加工能力為何? (A) 1,200 個 (B) 960 個 (C) 1028 個 (D) 822 個
41. 下列敘述何者不正確 (A) 批量生產對工作人員會使得負荷不均勻,某生產線較忙,某些卻較閒 (B) 盡可能製造相同產品,減少改機,這會使成本提高 (C) 基準節拍工程要裝上 Andon (D) 生產線不以多能工與設備改善來達成流動化。
42. 下列敘述何者正確 (A) 稼動率是需要設備時,可正確運作的比率 (B) 稼動率只要因應後工程顧客所需要量即可 (C) 稼動率不可時高時低 (D) 維持高可動率可能會造成生產過多的浪費
43. 縮短換模時間活動中縮短調整的時間,包括以下何者 (A) 條件設定模組化 (B) 模具•治工具事先取出 (C) 指定準備品置區 (D) 模具定位 ONE TOUCH
44. 消滅:故障,換模調整,短暫停機,暖機…等設備損失,是屬於 (A) 自主保養 (B) 個別改善 (C) 計畫保養 (D) 品質保養
45. 建立 TQM 的管理文化環境,不包括 (A) 遠景 (B) 長期承諾 (C) 改進績效 (D) 人員參予
 阿摩線上測驗
登入
阿摩線上測驗
登入
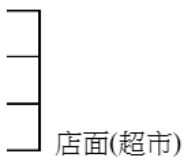 店面(超市) (B)
店面(超市) (B) 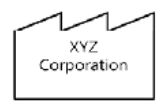 外部來源(客戶/供應商) (C)
外部來源(客戶/供應商) (C) 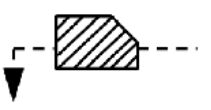 生產看板 (D)
生產看板 (D)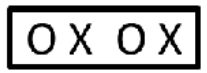 平準化生產
平準化生產