阿摩線上測驗
登入
首頁
>
技檢◆一般手工電銲-單一級
> 114年 - 00400 一般手工電銲 單一 工作項目 02:作業準備 101-150(2025/10/03 更新)#131735
114年 - 00400 一般手工電銲 單一 工作項目 02:作業準備 101-150(2025/10/03 更新)#131735
科目:
技檢◆一般手工電銲-單一級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆一般手工電銲-單一級
選擇題 (50)
101. (本題刪題)純鋁氬銲的銲接性 (A)優 (B)良 (C)可 (D)劣 。
102. 鋁銅合金氬銲的銲接性 (A)優 (B)良 (C)可 (D)劣 。
103. 鋁表面氧化膜的熔點約為 (A)1080℃ (B)1540℃ (C)2038℃ (D)3700℃ 。
104. 鋁金屬銲接所需的入熱量大約為鋼鐵的 (A)1~2 倍 (B)3~5 倍 (C)6~7 倍 (D)8~9 倍 。
105. 鋁金屬銲接容易變形的原因是它的膨脹係數約為鋼的 (A)2 倍 (B)3 倍 (C)4 倍(D)5 倍 。
106. 氬銲時需要較長時間起銲才能熔化的材料是 (A)鐵 (B)鈦 (C)鋁 (D)不銹鋼 。
107. 鋁金屬在氬銲中的熔池是呈 (A)淺紅色 (B)深紅色 (C)粉紅色 (D)銀白色 。
108. 鋁銲接凝固收縮率約為鐵的 (A)1.5 倍 (B)2.5 倍 (C)3.5 倍 (D)4.5 倍 。
109. 一般鋼板在壓延方向的抗拉強度較其垂直方向的抗拉強度為 (A)大 (B)小 (C)相同 (D)無關 。
110. 黃銅的主要成份為 (A)銅與錫 (B)銅與鋅 (C)銅與鐵 (D)銅與鉛 。
111. 鋁金屬銲口開槽最快的方法是 (A)氧、乙炔切割 (B)氧、乙烯切割 (C)電漿切割 (D)車鉋 。
112. 金屬材料在常溫塑性加工後,通常其硬度 (A)增加 (B)減少 (C)相同 (D)無關 。
113. CNS 熔接結構用軋鋼料的符號是 (A)SM (B)SB (C)SS (D)SPV 。
114. CNS 冷軋不銹鋼鋼板 304L 的抗拉強度為 (A)480N/mm
2
(49kgf/mm
2
) (B)480N/cm
2
(49kgf/cm
2
) (C)520N/mm
2
(53kgf/mm
2
) (D)520N/cm
2
(53kgf/cm
2
)以上 。
115. CNS 冷軋不銹鋼鋼板 304 是屬於 (A)麻田散鐵 (B)肥粒鐵 (C)沃斯田鐵 (D)變韌鐵 材料。
116. CNS 冷軋不銹鋼鋼板 410 是屬於 (A)麻田散鐵 (B)肥粒鐵 (C)沃斯田鐵 (D)波來鐵 材料。
117. CNS 冷軋不銹鋼鋼板 410L 是屬於 (A)麻田散鐵 (B)肥粒鐵 (C)沃斯田鐵 (D)波來鐵 材料。
118. (本題刪題)CNS 鋁合金板 7075-0 的抗拉強度為 (A)273N/mm
2
(27.9kgf/mm
2
)以下 (B)273N/cm
2
(27.9kgf/cm
2
)以下 (C)283N/mm
2
(28.9kgf/mm
2
)以上 (D)283N/cm
2
(28.9kgf/cm
2
)以上 。
119. (本題刪題)CNS 鋁合金板 5083-H323 的抗拉強度為 (A)31.5~37.6N/mm
2
(B)31.5~37.6N/cm
2
(C)309~368N/mm
2
(31.5~37.6 公斤/平方公厘) (D)309~368N/cm
2
(31.5~37.6 公斤/平方公分) 。
120. 鋼材中影響其硬度之主要元素是 (A)鐵 (B)鈦 (C)錳 (D)碳 。
121. 下列何者易產生下圖所示之縱向龜裂?
(A)改變銲件受拘束狀況 (B)改變接頭型式 (C)銲後急冷 (D)改用延性較佳之銲條 。
122. 下圖所示銲接量規正在量取
(A)喉深 (B)腳長 (C)根部間隙 (D)銲冠高度 。
123. 下圖箭頭所指部位稱為
(A)槽面 (B)根部面 (C)斜角 (D)槽角 。
124. 下圖所示精度 1/20 公厘游標尺之讀數為多少?
(A)0.90 (B)9.50 (C)14.25 (D)14.50 。
125. 何種材料之韌性較差? (A)銅 (B)低碳鋼 (C)中碳鋼 (D)鑄鋼 。
126. 下列何種材料的延展性較佳? (A)高碳鋼 (B)低碳鋼 (C)鑄鋼 (D)工具鋼 。
127. ISO 制抗拉強度的單位是 (A)lb/mm
2
(B)lb/in
2
(C)N/mm
2
(D)kgf/cm
2
。
128. 下列何者不是鉻系不銹鋼的特性? (A)含鉻約 12%以上 (B)熱傳率比軟鋼低(C)一般為非磁性 (D)對高溫氧化有很大的耐蝕性 。
129. 下列金屬中熔點溫度最高的是 (A)鎢 (B)錫 (C)金 (D)鐵 。
130. 鋼中含碳量為 0.21%是屬於 (A)低碳鋼 (B)中碳鋼 (C)高碳鋼 (D)工具鋼 。
131. 鋼中何種元素含量過多會發生赤熱脆性是 (A)錳 (B)矽 (C)硫 (D)鈦 。
132. 抗拉強度 400N/mm2 是指材料強度為 (A)400N 的 2 倍 (B)400N 的 1/2 倍 (C)400N 的 2 次方 (D)每平方公厘 400N 。
133. 可增加鋼之耐腐蝕性的元素是 (A)錳 (B)硫 (C)矽 (D)鉻 。
134. 易成高溫脆性的元素是 (A)碳 (B)磷 (C)矽 (D)硫 。
135. 軟鋼的含碳量在 (A)0.3%以下 (B)0.3~0.5% (C)0.4~0.6% (D)0.6%以上 。
136. 使用低電流銲接時,直流電銲機的電弧比交流電銲機 (A)穩定 (B)不穩定 (C)強 (D)弱 。
137. 手工電銲使用可動鐵心型交流電銲機較直流電銲機普遍之原因是 (A)構造簡單,可承受較大之輸入電壓變動 (B)美觀大方 (C)電流方向不變且穩定 (D)耗電較小 。
138. 目前應用最為普遍的交流電銲機型式為 (A)電力啟動發電機型 (B)變壓器型(C)整流式型 (D)引擎啟動發電機型 。
139. 可動鐵心型交流電銲機在構造上與普通變壓器 (A)完全相同 (B)稍有不同 (C)完全不同 (D)外表完全相同 。
140. 可動鐵心型交流銲機在同負荷下消耗基本電力較變頻器型直流銲機 (A)大(B)小 (C)相同 (D)不一定 。
141. 可動鐵心型電銲機的主要構造部份是 (A)電流調整器 (B)變壓器 (C)整流器 (D)電源開關 。
142. 手工電銲的銲機之特性是屬於 (A)定電壓式 (B)定電流式 (C)定速度式 (D)昇壓式 。
143. 電銲機之性能呈垂下特性曲線時,當電弧長度增長,電弧電壓會 (A)增加(B)降低 (C)不變 (D)不一定 。
144. 手工電銲機之二次端負載電壓約是_____ 伏。(A)220~440 (B)110~220 (C)70~80 (D)20~40
145. 電壓 220 伏電銲機,誤接電壓 440 伏電源時,電銲機 (A)線圈燒燬 (B)電流增大 (C)電流不穩 (D)銲接電壓減低 。
146. 電銲機輸出端與輸入端相比是 (A)電壓低、電流大 (B)電壓高、電流大 (C)電壓低、電流小 (D)電壓高、電流小 。
147. 一般交流電銲機的作業性能是電弧拉長時,銲接電流 (A)增大 (B)減小 (C)呈交錯變化 (D)依電銲機特性而定 。
148. 電銲機輸入端的電源電壓都比輸出端的銲接電壓 (A)高 (B)低 (C)相同 (D)不一定 。
149. 矽控整流型直流電銲機的無負荷電壓較可動鐵心型電銲機 (A)高 (B)低 (C)相同 (D)不一定 。
150. 不會發生偏弧現象的電銲機是 (A)馬達發電機型 (B)整流器型電銲機 (C)交流電銲機 (D)直流電銲機 。
申論題 (0)
相關試卷
115年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 301-350(2026/05/14 更新)#131747
115年 · #131747
115年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 251-300(2026/05/14 更新)#131746
115年 · #131746
115年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 201-250(2026/05/14 更新)#131745
115年 · #131745
115年 - 00400 一般手工電銲 單一 工作項目 04:銲接施工 51-100(2026/05/14 更新)#131742
115年 · #131742
115年 - 00400 一般手工電銲 單一 工作項目 03:試材加工及組合 51-116(2026/05/14 更新)#131740
115年 · #131740
115年 - 00400 一般手工電銲 單一 工作項目 03:試材加工及組合 1-50(2026/05/14 更新)#131739
115年 · #131739
115年 - 00400 一般手工電銲 單一 工作項目 02:作業準備 251-320(2026/05/14 更新)#131738
115年 · #131738
115年 - 00400 一般手工電銲 單一 工作項目 02:作業準備 201-250(2026/05/14 更新)#131737
115年 · #131737
115年 - 00400 一般手工電銲 單一 工作項目 01:識圖與製圖 51-100(2026/05/14 更新)#131722
115年 · #131722
114年 - 00400 一般手工電銲 單一 工作項目 06:銲道檢驗 1-65(2025/10/03 更新)#131750
114年 · #131750
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)改變銲件受拘束狀況 (B)改變接頭型式 (C)銲後急冷 (D)改用延性較佳之銲條 。
(A)改變銲件受拘束狀況 (B)改變接頭型式 (C)銲後急冷 (D)改用延性較佳之銲條 。 (A)喉深 (B)腳長 (C)根部間隙 (D)銲冠高度 。
(A)喉深 (B)腳長 (C)根部間隙 (D)銲冠高度 。 (A)槽面 (B)根部面 (C)斜角 (D)槽角 。
(A)槽面 (B)根部面 (C)斜角 (D)槽角 。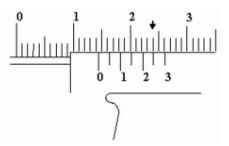 (A)0.90 (B)9.50 (C)14.25 (D)14.50 。
(A)0.90 (B)9.50 (C)14.25 (D)14.50 。