阿摩線上測驗
登入
首頁
>
技檢◆冷作
> 114年 - 01500 冷作 甲級 工作項目 05:組合 1-50(2025/10/13 更新)#132053
114年 - 01500 冷作 甲級 工作項目 05:組合 1-50(2025/10/13 更新)#132053
科目:
技檢◆冷作 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆冷作
選擇題 (50)
1. 電熱溶渣自動立銲(CES)應用於鋼骨結構之柱型銲接,其開槽形狀為 (A)V型 (B)I 型 (C)X 型 (D)單 V 型 。
2. 高拉力螺栓作為構件接合用,係利用 (A)剪力 (B)摩擦力 (C)彈力 (D)張力 。
3. 適合瓦斯切割的母材條件為 (A)母材融點低於母材氧化物之融點 (B)母材融點高於母材氧化物之融點 (C)母材融點低於母材之燃燒點溫度 (D)母材應為不燃燒體 。
4. 高拉力螺栓之接合比鉚釘為優,下列何者為誤 (A)不易產生噪音 (B)強度之要求相同時,數量較少 (C)較為省時 (D)抗剪強度較優 。
5. 組合構件時,除要了解其相關位置外,更需要注意 (A)構件大小 (B)加工符號 (C)切割面 (D)組立程序 。
6. 螺帽使用在連接件上為防止螺帽之鬆脫,可使用鎖緊墊圈,此法是屬於(A)摩擦鎖緊 (B)撓性鎖緊 (C)剛性鎖緊 (D)確閉鎖緊 。
7. 通常電離切割所使用的氣體為 (A)O
2
(B)CO
2
(C)C
2
H
2
(D)N
2
。
8. CO
2
半自動銲接法主要是銲接 (A)銅及銅合金 (B)軟鋼、高張力鋼 (C)鋁及其他合金 (D)合金鋼 。
9. 瓦斯切割時,母材上緣熔蝕的原因,下列的敘述何者為非 (A)預熱焰太大(B)速度太慢 (C)火口號數太大 (D)預熱焰太小 。
10. 一般用於安裝螺紋緊合間隙之容許範圍較大者為 (A)1 級 (B)2 級 (C)3 級 (D)4級 。
11. 為充分發揮電銲優點,電銲條之選擇,下列的敘述何者為非 (A)熔點低於母材 (B)銲材的物理性質與母材一致 (C)依使用目的而要求其特性 (D)不考慮母材之材質,而採用鋼性較優之銲條 。
12. 分段構件(BLOCK)組合比以往在現場組合各構材(MEMBER)具有下列特點,何者為非 (A)縮短工期,改善作業環境 (B)減少現場銲接,增加銲接可靠性 (C)減少高作業的危險 (D)節省材料 。
13. 割切用燃料氣體由乙炔氣改變為液化石油氣時,中壓式切割器需更換 (A)導管 (B)火口(Tip) (C)切割器 (D)全部更換 。
14.
左圖所示構件a部位常留 10~15mm 最主要的作用是 (A)增加美觀(B)增加強度 (C)維持銲道品質 (D)方便切割 。
15. 一般組成的 T 型鋼(Built Up T-Bar)
其厚度比較 (A)A較厚 (B)B較厚(C)不一定 (D)相等 。
16. 箱形(BOX TYPE)鋼柱之製造過程中以 (A)切割 (B)組合 (C)電銲 (D)整形 所需用之工時最多。
17.
構件組合銲接成箱形的順序為 (A)1,2,3,4 (B)2,4,3,1 (C)4,3,2,1 (D)3,4,2,1 。
18. 火焰切割面上緣的熔化與 (A)預熱焰過大 (B)切割速度過慢 (C)火口與鋼板的距離太近 (D)氧氣壓力太高 無關。
19. 銲接順序不當時易產生 (A)氣孔 (B)夾渣 (C)變形 (D)滲透不足 。
20. 銲接時銲藥燃燒產生氣體,可避免空氣中之 (A)氫氣 (B)氧氣 (C)氮氣 (D)氬氣 熔入銲接金屬中。
21. 利用母材與銲條間所產生的高溫電弧來銲接的方法謂之 (A)潛弧銲接 (B)電阻銲接 (C)電弧銲接 (D)氬氣 。
22. 兩構件對接時,使用壓具或治具的目的是 (A)容易切割 (B)易於銲接 (C)容易平齊,防止變形 (D)容易吊裝 。
23. 切割時調整火焰為氧化焰,其方法是 (A)氧氣流量大於乙炔氣 (B)氧氣和乙炔氣流量相等 (C)乙炔氣流量大於氧氣 (D)調大氧氣表壓力 。
24. 不同板厚之接板,一般均以尖斜面處理(Sharping)如圖示
其主要之目的為 (A)外觀 (B)易施電銲 (C)容易切割 (D)減少壓力集中 。
25. 鉚接與銲接比較時,何者為鉚接的優點 (A)氣密性較好 (B)省工 (C)噪音少(D)不易造成內應力 。
26. 欲避免銲接變形,下列的角隅組合方式,以那一種為佳: (A)
(B)
(C)
(D)
。
27. 鋼構件表面處理時其除銹方法,最適用的方法是 (A)酸洗或化學處理 (B)噴砂或鋼珠處理 (C)人工或電動工具 (D)酸洗 。
28. 構件外露邊緣銳角磨除 1.5mm~3mm 其作用與何者無關 (A)強度 (B)安全(C)油漆附著力 (D)應力 。
29. 高張力鋼材在點銲固定時,每段銲道較軟鋼為長應達 40mm 以上,其主要理由是 (A)較易銲接 (B)避免產生氣孔 (C)防止銲道冷卻過速 (D)避免滲透不足 。
30. 厚度不同的鋼板對接時,最常見的結構是 (A)板厚相差 3mm 以下不考慮平齊面 (B)板厚度中心要對齊 (C)對齊一面,另一面照圖施工 (D)由工作人員視現場情況決定一面平齊 。
31. 高張力螺栓鎖緊後,尾端露出之尾紋要有 (A)1/2 (B)1 (C)2 (D)3 個螺牙。
32. 影響鋼構表面油漆壽命之最主要因素是 (A)塗漆前的表面處理 (B)漆膜厚度(C)油漆顏色 (D)油漆施工方法 。
33. 下圖為組合壓具中之門型馬架,其主要功能是
(A)鋼板與角鐵密合 (B)防止變形 (C)減少銲接量 (D)增加構件的強度 。
34. 下圖所示為次要構材之鋼結構,若板厚為 12mm 則其偏心度(misalignment)之數值(d)最大不得超過
(A)12mm (B)6mm (C)3mm (D)0mm 否則必須予以修改。
35. 電銲作業中應注意事項何者為先 (A)檢查板厚 (B)電銲作業員姿勢 (C)目視檢查 (D)電銲材料確認 。
36. MIG 銲接用之遮護氣體有多種,下列何者不能使用 (A)Ar+N (B)Ar+CO(C)純 Ar (D)Ar+O 氣體作遮護。
37. 對接之收縮變形量,因銲接方法程序對接形狀等因素而異,試問與下列何者無關 (A)熔入熱量 (B)板厚 (C)根部大小 (D)銲接速度 。
38. 5/8"螺栓締緊如下圖,S=400kg/mm
2
,試計算其 P(P=S×A)之荷重為
(A)790kg (B)1580kg (C)3160kg (D)7900kg 。
39. 構件組合時,若使用省力之機具其最主要的條件必須 (A)施力小於抗力 (B)施力大於抗力 (C)施力與抗力相等 (D)施力配合抗力 。
40. 組合治具
門型馬架的主要功用是 (A)鋼板對接時密合用 (B)鋼與角鋼密合用 (C)鋼板拉平用 (D)角鋼對接時密合用 。
41. 強力背材
的主要功用是 (A)鋼板對接時拉平用 (B)鋼板搭接用 (C)鋼板與角鋼密合 (D)鋼板對接防止變形用 。
42. 組合治具
的主要主功用,下列之敘述何者為非 (A)鋼板對接時拉平用(B)鋼板與角鋼組合用 (C)鋼板與角鋼對接用 (D)圓鋼與角鋼組合用 。
43.
如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)
(B)
(C)
(D)
。
44.
如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)
(B)
(C)
(D)
。
45.
如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)
(B)
(C)
(D)
。
46.
如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)
(B)
(C)
(D)
。
47. 裝配四個螺絲孔的法蘭時,其四個孔應與中心水平線成 (A)45° (B)60° (C)75°(D)90° 。
48. 構件接縫之間隙應為零,但實際上無法達到時,容許範圍應在 (A)0~2.5mm (B)0~5mm (C)0~7.5mm (D)0~10mm 。
49. 起吊重物除考慮吊車之負荷外,下列之敘述何者為非 (A)構件重心之位置(B)構件形狀及安裝順序 (C)支持物之平衡及作業環境 (D)採用較多的人員來指揮比較安全 。
50. 構件對接組合時,見合線的用意何者為非 (A)鋼板對接校對距離用 (B)彎曲構件板緣對接校對距離用 (C)鋼板對接組合之依據 (D)鋼板方向組合用 。
申論題 (0)
相關試卷
114年 - 01500 冷作 甲級 工作項目 05:組合 51-82(2025/10/13 更新)#132054
114年 · #132054
 阿摩線上測驗
登入
阿摩線上測驗
登入
 左圖所示構件a部位常留 10~15mm 最主要的作用是 (A)增加美觀(B)增加強度 (C)維持銲道品質 (D)方便切割 。
左圖所示構件a部位常留 10~15mm 最主要的作用是 (A)增加美觀(B)增加強度 (C)維持銲道品質 (D)方便切割 。 其厚度比較 (A)A較厚 (B)B較厚(C)不一定 (D)相等 。
其厚度比較 (A)A較厚 (B)B較厚(C)不一定 (D)相等 。 構件組合銲接成箱形的順序為 (A)1,2,3,4 (B)2,4,3,1 (C)4,3,2,1 (D)3,4,2,1 。
構件組合銲接成箱形的順序為 (A)1,2,3,4 (B)2,4,3,1 (C)4,3,2,1 (D)3,4,2,1 。 其主要之目的為 (A)外觀 (B)易施電銲 (C)容易切割 (D)減少壓力集中 。
其主要之目的為 (A)外觀 (B)易施電銲 (C)容易切割 (D)減少壓力集中 。 (B)
(B) (C)
(C) (D)
(D) 。
。 (A)鋼板與角鐵密合 (B)防止變形 (C)減少銲接量 (D)增加構件的強度 。
(A)鋼板與角鐵密合 (B)防止變形 (C)減少銲接量 (D)增加構件的強度 。 (A)12mm (B)6mm (C)3mm (D)0mm 否則必須予以修改。
(A)12mm (B)6mm (C)3mm (D)0mm 否則必須予以修改。 (A)790kg (B)1580kg (C)3160kg (D)7900kg 。
(A)790kg (B)1580kg (C)3160kg (D)7900kg 。 門型馬架的主要功用是 (A)鋼板對接時密合用 (B)鋼與角鋼密合用 (C)鋼板拉平用 (D)角鋼對接時密合用 。
門型馬架的主要功用是 (A)鋼板對接時密合用 (B)鋼與角鋼密合用 (C)鋼板拉平用 (D)角鋼對接時密合用 。 的主要功用是 (A)鋼板對接時拉平用 (B)鋼板搭接用 (C)鋼板與角鋼密合 (D)鋼板對接防止變形用 。
的主要功用是 (A)鋼板對接時拉平用 (B)鋼板搭接用 (C)鋼板與角鋼密合 (D)鋼板對接防止變形用 。 的主要主功用,下列之敘述何者為非 (A)鋼板對接時拉平用(B)鋼板與角鋼組合用 (C)鋼板與角鋼對接用 (D)圓鋼與角鋼組合用 。
的主要主功用,下列之敘述何者為非 (A)鋼板對接時拉平用(B)鋼板與角鋼組合用 (C)鋼板與角鋼對接用 (D)圓鋼與角鋼組合用 。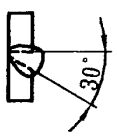 如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)
如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)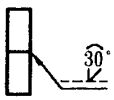 (B)
(B) (C)
(C)  (D)
(D) 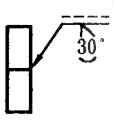 。
。 如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)
如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A) (B)
(B) (C)
(C) (D)
(D)  。
。 如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)
如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A) (B)
(B)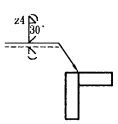 (C)
(C) (D)
(D) 。
。 如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A)
如左圖所示之熔接銲道詳圖,以銲接符號標示應為 (A) (B)
(B) (C)
(C) (D)
(D)  。
。