阿摩線上測驗
登入
首頁
>
技檢◆銑床-銑床(項)-丙級
> 115年 - 18200 銑床─銑床項 丙級 工作項目 09:CNC 銑床-銑削實習 1-62(2026/01/02 更新)#136063
115年 - 18200 銑床─銑床項 丙級 工作項目 09:CNC 銑床-銑削實習 1-62(2026/01/02 更新)#136063
科目:
技檢◆銑床-銑床(項)-丙級 |
年份:
115年 |
選擇題數:
62 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆銑床-銑床(項)-丙級
選擇題 (62)
1. 銑削工件寬度 100 ㎜之平面,切除效率較高之銑刀為 (A)面銑刀 (B)槽銑刀(C)端銑刀 (D)側銑刀 。
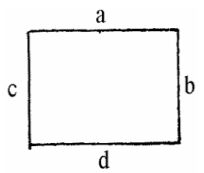
2. 在立式 CNC 銑床銑削圖示(如下圖)長方形路徑為
(A)a-b-c-d (B)b-c-d-a(C)c-d-b-a (D)d-a-c-b 。
3. (如下圖)若工件長度為 48 ㎜之斜度為 1/12、斜面大端尺寸為 30 ㎜,則小端為
(A)20 ㎜ (B)26 ㎜ (C)27 ㎜ (D)28 ㎜ 。
4. 有一長度為 35 ㎜之斜面體,大端尺寸為 25 ㎜、小端尺寸為 21.5 ㎜,則其斜度為 (A)1/4 (B)1/7 (C)1/10 (D)1/12 。
5. 銑削加工在下列何種情況應降低切削速度 (A)精加工時 (B)切刃已磨損,但在容許範圍內 (C)不考慮銑刀壽命時 (D)工件較軟時 。
6. 精銑削平面時,宜選用的加工條件為 (A)較高切速及較大進給 (B)較高切速及較小進給 (C)較低切速及較大進給 (D)較低切速及較小進給 。
7. 銑削速度的常用單位 (A)rpm/min (B)㎜/min (C)m/min (D)㎜/刀刃 。
8. 面銑削較薄工件時,進給量宜 (A)增加 (B)減少 (C)不變 (D)增減均可 。
9. 當執行 CNC 程式之圓弧切削或刀具半徑補正時,需先設定 (A)工作座標 (B)極座標 (C)切削平面 (D)機械座標 。
10. 銑刀直徑 100 ㎜,主軸轉速 300rpm,則銑削速度約為 (A)30 (B)60 (C)90 (D)120 m/min。
11. 銑刀於切削加工時,發生刀刃裂損之可能原因為 (A)進刀量過小 (B)切削液太多 (C)切屑排出不良 (D)切削深度過小 。
12. 銑刀直徑 50mm,銑削鑄鐵時,其切削速度採用 20m/min,則其主軸每分鐘轉數約為 (A)60 (B)120 (C)240 (D)480 。
13. 常用ψ10 端銑刀,不適合銑削 (A)R4 外圓角 (B)10 ㎜段差 (C)12 ㎜寬溝槽 (D)R4 內圓角 。
14. 以 CNC 銑床程式銑削工件,若工件表面太粗糙,宜調整 (A)進給率(FEEDRATE)開關 (B)快速(RAPID)開關 (C)空跑(DRY RUN)開關 (D)補正(OFFSET)按鈕 。
15. CNC 銑床銑削時,下列何者可省略 (A)銑削轉速 (B)銑刀迴轉方向 (C)工件先劃線 (D)銑刀選用 。
16. 下列刀具材質中,何者韌性較高 (A)高速鋼 (B)碳化鎢 (C)陶瓷 (D)鑽石 。
17. 進給率即 (A)每迴轉進給量×每分鐘轉數 (B)每迴轉進給量÷每分鐘轉數 (C)切深×每迴轉進給量 (D)切深÷每迴轉進給量 。
18.
記號中的 5.0 是 (A)切削深度 (B)加工裕量 (C)表面粗糙度 (D)基準長度 。
19. 面銑削平面時,銑削寬度宜為刀具直徑的 (A)1/5~2/5 (B)3/5~4/5 (C)1/1 (D)不須考慮 。
20. 以端銑刀滿刀銑削直溝槽時,溝槽兩側壁發生不平行的可能原因是 (A)刀具伸出太短 (B)程式錯誤 (C)銑床虎鉗歪斜 (D)刀具伸出太長 。
21. 機械鉸刀的螺旋刃修磨宜用 (A)工具磨床 (B)圓柱磨床 (C)平面磨床 (D)工模磨床 。
22. 利用目視法檢查銑削平面是否平直可用 (A)游標卡尺 (B)刀口角尺 (C)劃線台(D)分厘卡 。
23. 錐柄鑽頭的錐度通常是 (A)白朗錐度(B&S) (B)莫氏錐度(MT) (C)國際標準錐度(NT) (D)嘉諾錐度(JT) 。
24. 在 CNC 銑床上鑽削ψ9.5 孔,通常選用的夾具為 (A)彈簧筒夾 (B)鑽頭夾頭(C)快換夾頭 (D)C形刀軸 。
25. 固定銑刀刀柄於銑床主軸時,下列何者較不適宜 (A)用抹布擦拭刀把 (B)刀柄塗上黃油 (C)利用刀桿固定刀柄 (D)刀柄錐度應配合 。
26. CNC 銑床中,下列何者不適用於尋邊 (A)使用中心測定棒 (B)使用電子式尋邊器 (C)使用端銑刀 (D)使用原點自動復歸開關 。
27. 使用端銑刀銑削較深內圓孔時,形成錐孔的可能原因為 (A)粗銑削時,徑向切削深度(Ae)太小 (B)精銑削時,徑向切削深度(Ae)太小 (C)粗銑削時,軸向切削深度(Ap)太小 (D)精銑削時,軸向切削深度(Ap)太大 。
28. 銑削脆性材料時,易造成刀具崩裂的較可能原因為 (A)使用切削液 (B)進給率太小 (C)進給率太大 (D)切削深度太小 。
29. 欲鉸削ψ12±0.02 孔,其鑽孔尺寸為 (A)ψ12 (B)ψ11.8 (C)ψ11.5 (D)ψ12.02 。
30. 銑削二次元(2D)內輪廓時,下列敘述何者錯誤 (A)可先鑽孔以利於端銑刀銑 (B)先精銑削輪廓 (C)先粗銑削 (D)使用適當切削劑,沖除切屑 。
31. 銑削下列金屬,何者切削速度可較高 (A)碳鋼 (B)不銹鋼 (C)鋁 (D)鑄鐵 。
32. 使用高速鋼刀具銑削碳鋼工件,其切屑呈現藍色表示 (A)切削深度適當 (B)切削速度適當 (C)切削速度過高 (D)工件未夾持穩當 。
33. 以面銑刀銑削鋼料工件,當深度加大,主軸每分鐘轉數宜 (A)增高 (B)降低(C)不變 (D)按比例增高 。
34. 銑削鋁材宜選用下列何種切削劑 (A)機油 (B)乳化劑 (C)煤油 (D)黃油 。
35. 配合平板檢查銑削面是否平行的量具為 (A)角度規 (B)角尺 (C)內分厘卡 (D)指示量錶 。
36. 依 CNS 規定,圖面上標註有 12.5a 的表面粗糙度值為 (A)0.0125 (B)0.125 (C)0.25 (D)12.5 mm。
37. 用直徑 10 ㎜端銑刀銑削凹槽深度 40 ㎜的低碳鋼工件,在不考慮機械強度條件下,下列何種加工方法較佳 (A)銑一次 38 ㎜深,精銑一次 2 ㎜深 (B)銑四次每次 9.5 ㎜深,精銑二次每次 1 ㎜深 (C)銑削二次每次 20 ㎜深 (D)每次銑深 0.01 ㎜深 。
38. 利用 CNC 銑床在低碳鋼工件鑽削ψ1 圓孔,下列何種加工方法較佳 (A)先用ψ0.5 鑽頭鑽孔,再用ψ1 鑽頭鑽孔 (B)直接用ψ1 鑽頭鑽孔 (C)先用中心鑽頭鑽一淺孔,再用ψ1 鑽頭鑽孔 (D)先用中心沖打點,再用ψ1 鑽頭鑽孔 。
39. 表面粗糙度 25S 相當於 (A)25a (B)16a (C)12.5a (D)6.3a 。
40. CNS 規定之表面粗糙度 Ra 為 (A)最大表面粗糙度 (B)十點平均粗糙度 (C)中心線平均粗糙度 (D)四點平均粗糙度 。
41. 鑽削較硬材料,下列方法何者較不佳 (A)增加鑽頭鑽唇角 (B)降低主軸轉速(C)減小鑽頭螺旋角 (D)加大鑽頭靜點 。
42. 在 CNC 銑床上鉸削ψ6 的孔,若為低碳鋼工件,下列何者較不佳 (A)使用機油為切削液 (B)鉸孔前鑽孔為ψ5.8 (C)使用手工鉸刀 (D)使用機械鉸刀 。
43. 銑削平行溝槽時,宜選用 (A)T型銑刀 (B)端銑刀 (C)鳩尾銑刀 (D)面銑刀 。
44. 在銑床上重銑削大平面時,宜選用 (A)端銑刀 (B)側銑刀 (C)面銑刀 (D)球形銑刀 。
45. 碳化鎢銑刀銑削低碳鋼的切削速度通常約為高速鋼銑刀的 (A)0.5~1 (B)3~5(C)10~15 (D)20~30 倍。
46. 決定銑削速度較不需考慮下列何種條件 (A)工件重量 (B)工件材質 (C)刀具材質 (D)銑床性能 。
47. 銑削溝槽寬度為 20 ㎜時,較適當的精削預留量為 (A)0.1~0.3 ㎜ (B)1~1.5㎜ (C)2~3 ㎜ (D)4~5 ㎜ 。
48. 以 16 ㎜端銑刀銑削 16 ㎜寬的兩平行溝槽,其溝槽中心間隔為 35 ㎜,當第一溝槽銑削完成後,床台需移動 (A)27 (B)35 (C)43 (D)51 ㎜。
49. 刀具材料的切削速度下列何者最低 (A)碳化鎢 (B)高速鋼 (C)陶瓷 (D)鑽石 。
50. 銑削相同之材料時,高速鋼銑刀的切削速度應比同型式之碳化鎢銑刀為 (A)高 (B)低 (C)相同 (D)無法比較 。
51. CNC 立式銑床銑削斜面時,下列何者不可行 (A)將工件傾斜夾持於虎鉗上(B)使用程式控制 (C)調整虎鉗角度 (D)調整床台角度 。
52. 使用 6 刃之面銑刀,其每刃之進給量為 0.2 ㎜,主軸每分鐘 300 轉,則其每分鐘的進給量為 (A)120 (B)240 (C)310 (D)360 ㎜。
53. 在鉸孔加工時,主軸動作下列何者正確 (A)退刀時主軸需反轉 (B)退刀時主軸需停止旋轉 (C)退刀時主軸需正轉 (D)退刀時主軸可正轉或反轉 。
54. CNC 銑床以端銑刀銑削外形,欲得較佳的表面粗糙度,精銑宜採用 (A)逆銑削 (B)順銑削 (C)順逆銑皆可 (D)先順銑再逆銑削 。
55. CNC 銑床以面銑刀粗銑虎鉗上工件,銑削力方向儘量朝 (A)活動鉗口側 (B)固定鉗口側 (C)鉗口上部 (D)鉗口底部 。
56. CNC 銑床工作中,一般用來設定工作座標系的工具為 (A)分厘卡 (B)尋邊器(C)校刀器 (D)游標卡尺 。
57. 使用下列工具,何者無法銑出各種不同的斜度 (A)正弦桿 (B)角度塊規 (C)可傾斜式虎鉗 (D)45 度 V 枕 。
58. 下列何者為平口端銑刀無法銑削的工作 (A)平面 (B)階級 (C)角度 (D)鳩尾槽 。
59. 有關銑床加工,下列敘述何者正確 (A)端銑刀刃數愈多愈適合粗銑削工作(B)挖槽時其側面與槽底面精銑一定要分開加工 (C)面銑刀完成加工後,自銑削相反方向直接退刀不會影響工件表面粗糙度 (D)平面銑削之表面粗糙度與進給有關 。
60. 當使用偏心式尋邊器設定基準邊時,較適合的主軸轉速為 (A)50rpm (B)100rpm (C)500rpm (D)1500rpm 。
61. CNC 銑床上,欲找尋圓桿件或內孔工件之中心,可使用的工具為 (A)分厘卡 (B)游標卡尺 (C)劃線針 (D)槓桿量表 。
62. CNC 銑床之 BT 刀柄錐度為 (A)7/24 (B)1/20 (C)1/10 (D)1/5 。
申論題 (0)
相關試卷
115年 - 18200 銑床─銑床項 丙級 工作項目 13:CNC 銑床-銑床維護 1-7(2026/01/02 更新)#136071
115年 · #136071
115年 - 18200 銑床─銑床項 丙級 工作項目 12:傳統銑床-銑床維護 1-16(2026/01/02 更新)#136070
115年 · #136070
115年 - 18200 銑床─銑床項 丙級 工作項目 11:CNC 銑床-故障察覺 1-10(2026/01/02 更新)#136065
115年 · #136065
115年 - 18200 銑床─銑床項 丙級 工作項目 10:傳統銑床-故障察覺 1-8(2026/01/02 更新)#136064
115年 · #136064
115年 - 18200 銑床─銑床項 丙級 工作項目 08:傳統銑床-銑削實習 51-96(2026/01/02 更新)#136062
115年 · #136062
115年 - 18200 銑床─銑床項 丙級 工作項目 08:傳統銑床-銑削實習 1-50(2026/01/02 更新)#136061
115年 · #136061
115年 - 18200 銑床─銑床項 丙級 工作項目 07:銑削條件之判斷及處理 1-25(2026/01/02 更新)#136060
115年 · #136060
115年 - 18200 銑床─銑床項 丙級 工作項目 06:刀具選用 1-45(2026/01/02 更新)#136059
115年 · #136059
115年 - 18200 銑床─銑床項 丙級 工作項目 05:工件夾持及校正 1-43(2026/01/02 更新)#136058
115年 · #136058
115年 - 18200 銑床─銑床項 丙級 工作項目 04:CNC 銑床-程式製作 51-77(2026/01/02 更新)#136057
115年 · #136057
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)a-b-c-d (B)b-c-d-a(C)c-d-b-a (D)d-a-c-b 。
(A)a-b-c-d (B)b-c-d-a(C)c-d-b-a (D)d-a-c-b 。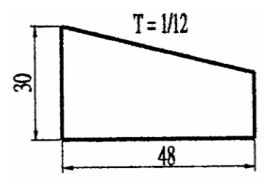 (A)20 ㎜ (B)26 ㎜ (C)27 ㎜ (D)28 ㎜ 。
(A)20 ㎜ (B)26 ㎜ (C)27 ㎜ (D)28 ㎜ 。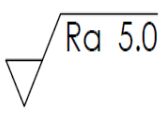 記號中的 5.0 是 (A)切削深度 (B)加工裕量 (C)表面粗糙度 (D)基準長度 。
記號中的 5.0 是 (A)切削深度 (B)加工裕量 (C)表面粗糙度 (D)基準長度 。