阿摩線上測驗
登入
首頁
>
技檢◆模具-沖壓模具-乙級
> 115年 - 18401 模具-沖壓模具項 乙級 工作項目 04:刀具選用及研磨 1-50(2026/01/05 更新)#136173
115年 - 18401 模具-沖壓模具項 乙級 工作項目 04:刀具選用及研磨 1-50(2026/01/05 更新)#136173
科目:
技檢◆模具-沖壓模具-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆模具-沖壓模具-乙級
選擇題 (50)
1. 下列何種刀具材質之耐熱性較高? (A)高速鋼刀具 (B)陶瓷刀具 (C)碳化鎢刀具 (D)鍍層碳化鈦刀具 。
2. 單切齒銼刀主要用於 (A)精細平面銼削 (B)粗糙面銼削 (C)大平面銼削 (D)小平面銼削 。
3. 雙切齒銼刀有上切齒及下切齒,其功用為 (A)上切齒、下切齒均是銼削作用 (B)上、下切齒均是排屑作用 (C)上切齒銼削作用,下切齒排屑作用 (D)上切齒排屑作用,下切齒銼削作用 。
4. 鍍層碳化鎢刀具在刀片上鍍上一層碳化鈦,厚度約 (A)0.2mm (B)0.5mm (C)0.005mm (D)0.1mm 。
5. 有關陶瓷刀具性質,下列敘述何者為非? (A)可由三氧化二鋁燒結而成 (B)硬度高磨耗小 (C)切削速度可為碳化鎢之 2~3 倍 (D) 性高,適於斷續及沖擊性切削 。
6. 有關螺絲攻的敘述,下列何者為非? (A)第二攻前端,有 3~5 牙倒角 (B)螺絲攻攻牙後,牙高約佔標準牙高之 75% (C)盲孔攻牙依第三、二、一攻之順序逐次加工 (D)貫穿孔攻牙只用第一攻即可 。
7. 鑽頭之鑽腹由鑽頂到鑽柄漸漸增大,即是 (A)靜點寬度隨之增大 (B)切邊隨之增大 (C)鑽唇角隨之增大 (D)鑽唇間隙角隨之增大 。
8. 用直徑 125mm 的面銑刀,以 90m/min 切削速度切削材料,選擇下列何者主軸轉速較適宜? (A)125RPM (B)250RPM (C)500RPM (D)750RPM 。
9. 刀刃數為 8 刃的面銑刀,主軸轉速為 500RPM 銑削材料每刃進給量為0.2mm,那床台進給速度為 (A)400mm/min (B)800mm/min (C)1200mm/min(D)1600mm/min 。
10. 下列何者非刀具材料所要求的特性? (A)高溫抗軟化能力 (B)耐磨耗性 (C)性 (D)高的摩擦係數 。
11. 依國際標準組織(ISO)規範,碳化鎢刀具 K 記號,主要用於切削 (A)鋼料(B)合金鋼 (C)鑄鐵 (D)石材、木材 。
12. 大進給粗車削中碳鋼時,依國際標準組織(ISO)規範,宜選用下列何種碳化鎢刀具? (A)P01 (B)P30 (C)K01 (D)K30 。
13. 依國際標準組織(ISO)規範,下列碳化鎢刀具之特性,何者正確? (A)P20之 性大於 P40 (B)P20 之耐磨性大於 P40 (C)P20 適用切削速度小於 P40 (D)P20 之硬度小於 P40 。
14. 欲獲得較佳切削表面,碳化鎢刀具宜選擇 (A)較大刀鼻半徑 (B)較大進給 (C)較低切削速度 (D)較大切削深度 。
15. 切削強度高且硬脆之鋼材,其切屑易成 (A)連續 (B)不連續 (C)積屑刀口連續(D)積屑刀口不連續 。
16. 刀具在切削時,溫度上升的主要原因來自 (A)切屑捲曲 (B)表面能 (C)撞擊作用 (D)摩擦作用 。
17. 銑削 T 型槽時,因切屑不易排除,宜選用何種型式的 T 型槽銑刀? (A)左螺旋刃 (B)右螺旋刃 (C)直刃型 (D)交錯刃 。
18. 銑削工作粗胚面,通常採用逆(上)銑法,其主要優點是 (A)增加刀具壽命(B)切屑較厚 (C)表面粗糙度較佳 (D)工件變形較少 。
19. 雕刻刀及探針的關係為 (A)刀具與探針一樣大 (B)刀具比探針略大 (C)探針比刀具略大 (D)移動軌跡呈現縮放比例 。
20. 雕刻凹圓弧的半徑為 r,雕刻刀鼻半徑為 R,直徑為 D,其關係宜為 (A)D>r=R (B)D>R>r (C)r>R=D/2 (D)R>D>r 。
21. 雕刻刀刀尖形狀,研磨時取決於 (A)工件刻痕形狀要求 (B)雕刻機工作能力(C)雕刻刀材質 (D)雕刻刀具直徑大小 。
22. 雕刻刀刀刃是屬於 (A)負角切削 (B)多刃刀具 (C)單刃刀具 (D)類似鑽頭刀具 。
23. 雕刻刀研磨內容包含 A:半圓研磨,B:圓錐研磨,C:間隙角研磨,其研磨順序何者為正確? (A)CBA (B)CAB (C)ABC (D)ACB 。
24. 雕刻深度相等的刻字,其筆劃大小受何種因素影響? (A)刀桿直徑 (B)刀桿直徑研磨剖切一半的偏心度 (C)圓錐角度 (D)間隙角 。
25. 一般雕刻機雕刻筆劃痕跡之大小受何種因素影響? (A)刀桿直徑 (B)縮放比例 (C)刀桿轉速 (D)刀尖直徑 。
26. 雕刻刀刀尖的角度和一般車刀原理一樣,其後斜角是如何研磨的? (A)圓錐所造成 (B)研磨超過半圓所造成 (C)研磨圓錐再加以修整 (D)研磨半圓再修整 。
27. 一般雕刻刀最常用的材料為 (A)高速鋼 (B)高碳鋼 (C)結構用鋼 (D)碳化鎢 。
28. 砂輪製法中,具有氣孔、剛性佳、加工精度高且易削整之特性,為 (A)B樹脂黏結法 (B)S 水玻璃黏結法 (C)V 瓷質燒結法 (D)E 蟲漆黏結法 。
29. 軟質工件磨削時,研磨進刀量大、表面粗糙,依砂輪粒度特性,宜選用下列何種粒度之砂輪 (A)24 (B)46 (C)120 (D)240 。
30. 平面磨床砂輪大小尺寸規格,依砂輪標示法,下列何者正確? (A)孔徑×厚度×外徑 (B)外徑×厚度×孔徑 (C)外徑×孔徑×厚度 (D)厚度×孔徑×外徑 。
31. 砂輪規格為 1-A-WA-46-K-8-V,依砂輪標示法”1”表示 (A)粒度 (B)結合度 (C)形狀 (D)緣形 。
32. 砂輪規格為 1-A-WA-46-K-8-V,依砂輪標示法”A”表示 (A)粒度 (B)結合度 (C)形狀 (D)緣形 。
33. 砂輪磨料粒度係以網格號數表示,如”粒度 80”是指磨料顆粒恰可通過25.4×25.4mm
2
多少網格數目之篩子? (A)80 (B)800 (C)6400 (D)8000 。
34. 研磨溝槽工件最後需清角使肩角角落愈趨直角,依砂輪粒度特性,宜選用下列何種粒度的砂輪? (A)24 (B)36 (C)80 (D)120 。
35. 工件研磨表面要求精細,而砂輪與工件接觸面積狹小,且工件材質硬、脆者,依砂輪組織特性,宜選用下列何種組織之砂輪? (A)4 (B)6 (C)8 (D)10 。
36. 研磨硬、脆材質之工件,為防止粗磨時砂輪鈍化,而導致工作物燒焦,依砂輪結合度特性,宜選用下列何種結合度之砂輪? (A)G (B)J (C)N (D)R 。
37. 削除砂輪面上磨鈍的磨粒,移除填塞在砂輪面上的金屬磨屑,且使產生新的銳刃,以恢復砂輪面的最大磨削效率,稱為 (A)削圓 (B)削銳 (C)削正 (D)削平 。
38. 使砂輪磨削面與砂輪心軸軸線成為同心圓,且使砂輪磨削面與輪軸線平行,稱為 (A)削圓 (B)削銳 (C)削正 (D)削平 。
39. 下列何種刀具宜選用綠色 GC 砂輪磨削? (A)合金鋼刀具 (B)高速鋼刀具 (C)高碳鋼刀具 (D)碳化鎢刀具 。
40. 工具磨床上研磨端銑刀的砂輪形狀為 (A)環形 (B)斜盆形 (C)平直形 (D)深碟形 。
41. 平面研磨砂輪的粒度為 80,下列何者是其較合適的加工表面粗糙度? (A)63Ra (B)32Ra (C)1.6Ra (D)0.16Ra 。
42. 平面磨床的切斷砂輪(180×1×31.75),其砂輪製法ㄧ般採用 (A)B 樹脂黏結法 (B)S 水玻璃黏結法 (C)Mg 氧化鎂燒結法 (D)E 蟲漆黏結法 。
43. 氮化硼砂輪在其周速度允許範圍內使用,如選用值愈接近上限,則研磨效率 (A)愈好 (B)愈差 (C)相同 (D)依工件性質而定 。
44. 砂輪周速度對研磨結果的影響因素中,如砂輪周速度愈大,下列敘述何者為非? (A)研磨抵抗力愈小 (B)砂輪磨耗愈小 (C)發熱愈大 (D)安定性愈佳 。
45. 砂輪結合度是指 (A)砂輪組織之鬆緊程度 (B)結合劑對於磨料黏結之強度 (C)磨料粒度之硬度 (D)磨料粒度之大小程度 。
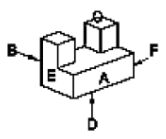
46. 磨削如下圖所示之外形六面體,A:右視面,B:左視面,C:俯視面,D:仰視面,E:前視面,F:後視面,若選定第 1、2 順序為 A、B 二面,依序用精密虎鉗夾持研磨,最佳第 3、4 順序面為
(A)C、D (B)E、F (C)F、C (D)E、D 。
47. 磨削如下圖所示之外形六面體,A:右視面,B:左視面,C:俯視面,D:仰視面,E:前視面,F:後視面,若選定第 1、2 順序為 A、B 二面,依序用精密虎鉗夾持研磨,最佳之第 3、4 順序面則為
(A)C、D (B)E、F (C)F、D (D)F、C 。
48. 磨削完成如下圖所示之尺寸,外部尺寸為 40mm,溝槽寬為 20mm,如單邊研磨預留量為 0.1mm,即未磨削前外部尺寸為 40.2mm,則溝槽寬應為
(A)19.8mm (B)20.0mm (C)20.1mm (D)20.2mm 。
49. 磨削完成如下圖所示之尺寸,外部尺寸為 40mm,溝槽深為 20mm,如單邊研磨裕留量為 0.1mm,即未磨削前外部尺寸為 40.2mm,則溝槽深尺寸應為
(A)19.8mm (B)19.9mm (C)20.0mm (D)20.2mm 。
50. 磨削完成如下圖所示之尺寸,外部尺寸為 60mm,階級寬為 20mm,如單邊研磨裕留量為 0.1mm,即未磨削前外部尺寸為 60.2mm,則階級寬應為
(A)19.8mm (B)19.9mm (C)20.0mm (D)20.2mm 。
申論題 (0)
相關試卷
115年 - 18401 模具-沖壓模具項 乙級 工作項目 08:檢查與機具維護 51-114(2026/01/05 更新)#136182
115年 · #136182
115年 - 18401 模具-沖壓模具項 乙級 工作項目 08:檢查與機具維護 1-50(2026/01/05 更新)#136181
115年 · #136181
115年 - 18401 模具-沖壓模具項 乙級 工作項目 07:製作簡易引伸模具、製作簡易複合模具與模具之試模及修整 51-96(2026/01/05 更新)#136180
115年 · #136180
115年 - 18401 模具-沖壓模具項 乙級 工作項目 07:製作簡易引伸模具、製作簡易複合模具與模具之試模及修整 1-50(2026/01/05 更新)#136179
115年 · #136179
115年 - 18401 模具-沖壓模具項 乙級 工作項目 06:製作彎形模具與製作簡易連續模具 51-106(2026/01/05 更新)#136178
115年 · #136178
115年 - 18401 模具-沖壓模具項 乙級 工作項目 06:製作彎形模具與製作簡易連續模具 1-50(2026/01/05 更新)#136177
115年 · #136177
115年 - 18401 模具-沖壓模具項 乙級 工作項目 05:製作剪切模具與製作下料模具 51-85(2026/01/05 更新)#136176
115年 · #136176
115年 - 18401 模具-沖壓模具項 乙級 工作項目 05:製作剪切模具與製作下料模具 1-50(2026/01/05 更新)#136175
115年 · #136175
115年 - 18401 模具-沖壓模具項 乙級 工作項目 04:刀具選用及研磨 51-75(2026/01/05 更新)#136174
115年 · #136174
115年 - 18401 模具-沖壓模具項 乙級 工作項目 03:操作沖床、操作送料機、簡易熱處理與熔接 1-65(2026/01/05 更新)#136172
115年 · #136172
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)C、D (B)E、F (C)F、C (D)E、D 。
(A)C、D (B)E、F (C)F、C (D)E、D 。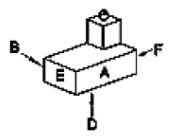 (A)C、D (B)E、F (C)F、D (D)F、C 。
(A)C、D (B)E、F (C)F、D (D)F、C 。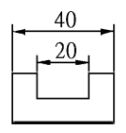 (A)19.8mm (B)20.0mm (C)20.1mm (D)20.2mm 。
(A)19.8mm (B)20.0mm (C)20.1mm (D)20.2mm 。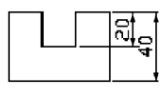 (A)19.8mm (B)19.9mm (C)20.0mm (D)20.2mm 。
(A)19.8mm (B)19.9mm (C)20.0mm (D)20.2mm 。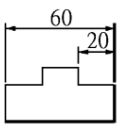 (A)19.8mm (B)19.9mm (C)20.0mm (D)20.2mm 。
(A)19.8mm (B)19.9mm (C)20.0mm (D)20.2mm 。