阿摩線上測驗
登入
首頁
>
技檢◆車床-CNC 車床-乙級
> 115年 - 18301 車床-CNC 車床 乙級 工作項目 05:程式製作 51-100(2026/01/05 更新)#136150
115年 - 18301 車床-CNC 車床 乙級 工作項目 05:程式製作 51-100(2026/01/05 更新)#136150
科目:
技檢◆車床-CNC 車床-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆車床-CNC 車床-乙級
選擇題 (50)
51. G50 S1500;單節中,"S1500"指令是表示 (A)主軸轉數最高至 1500 轉/分鐘 (B)車削速度 1500 公尺/分鐘 (C)主軸轉數最低至 1500 轉/分鐘 (D)車削速度 1500mm/分鐘 。
52. 下列何者為原點復歸程式? (A)G00 X50.0 Z50.0; (B)G50 X50.0 Z50.0;(C)G01 X50.0 Z50.0; (D)G28 X50.0 Z50.0; 。
53. G28 X0 Z0;是指刀具 (A)移動至工作原點再復歸至機械原點 (B)直接復歸至機械原點 (C)在原位置不動 (D)座標系統設定 。
54. G28 U0 W0;此單節為 (A)刀具移至程式原點位置 (B)刀具以 G00 之速度移至換刀位置 (C)刀具不做位移動作 (D)刀具復歸至機械原點 。
55. 精車削複循環,使用下列何種準備機能? (A)G70 (B)G71 (C)G72 (D)G73 。
56. 鑽削循環,使用下列何種準備機能? (A)G73 (B)G74 (C)G75 (D)G76 。
57. 使用鑽孔之循環指令"G74",主要目的之一為 (A)可增加加工深度 (B)可節省程式製作時間 (C)可得較慢的進刀速度 (D)可避免刮傷加工面 。
58. 下列那一指令碼,不用於螺紋車削程式中? (A)G76 (B)G75 (C)G34 (D)G33 。
59. 使用"G33"指令碼車削螺紋時,"F"值係表示螺紋之 (A)導程 (B)節距 (C)螺旋角 (D)牙角 。
60. 下列何者為平直線螺紋車削程式? (A)G02 Z-50.0 F0.5; (B)G03 Z-50.0F0.5; (C)G32 Z-50.0 F0.5; (D)G73 Z-50.0 X50.0 F0.5; 。
61. G01 U2.0 W-1.0 F20;若使用在去角時,則其去角之大小為 (A)0.5×45 度(B)1×45 度 (C)2×45 度 (D)3×45 度 。
62. 若內孔的尺度為 30±0.05mm,則程式中的直徑最好寫為 (A)X29.95 (B)X30.05 (C)X30.0 (D)X31.0 。
63. 在右手座標系統中下列程式,N005 G00 X30.0 Z0; N010 G01 Z-20.0C5.0 F0.25;N015 X80.0;其中"C5.0"係表示 (A)倒肩角 (B)倒內圓角 (C)倒外圓角 (D)內孔去角 。
64. 從"A"點座標為"X54.6 Z-15.9"移動至"B"點座標為"X85.8 Z-49.6",以絕對值座標計算,則下列何者正確? (A)G00 X54.6 Z-15.9; (B)G00 X31.2Z-33.7; (C)G00 X15.6 Z-33.7; (D)G00 X85.8 Z-49.6; 。
65. 下列程式中何者有誤? (A)G04 P3.5; (B)G32 X30.0 Z-40.0 F2.0; (C)G00X3.2; (D)G50 X200.0 Z150.0; 。
66. G04 P1;其中 P 值之單位為 (A)1 分 (B)1 秒 (C)0.1 秒 (D)0.001 秒 。
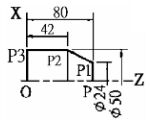
67. 如下圖所示,如採增量值座標系統,要從"P
2
"→"P
1
",則其指令為
(A)G00 X24.0 W38.0 F0.1; (B)G01 U-26.0 W38.0 F0.1; (C)G01 U-26.0Z80.0 F0.1; (D)G01 X24.0 Z80.0 F0.1; 。
68. 使用 G92 車削螺紋時,若欲分 6 次進刀完成,則至少需要______個單節指令。 (A)2 (B)4 (C)6(D)8
69. 程式編號首字使用英文字母 (A)O (B)N (C)M (D)P 。
70. 選用 25mm 柄徑內孔刀,車削 32mm 孔徑,深 95mm,車削終了,回機械原點準備換刀,下列程式何者為宜? (A)G00 X32. Z5.;G01 Z-95.F0.1;G28 X0 Z0; (B)G00 X32. Z5.;G01 Z-95. F0.1;G28 U0 W0; (C)G00 X32. Z5.;G01 Z-95. F0.1;G28 X31. Z-15.; (D)G00 X32. Z5.;G01 Z-95. F0.1;G28 X31. Z15.; 。
71. G50 S2000;G97 S2500 M03;以上程式下列敘述何者正確? (A)主軸最慢轉速為 2000 rev/min (B)切削速度 2500 m/min (C)主軸正轉 2500 rev/min(D)主軸正轉 2000 rev/min 。
72. G50 S2000;G97 S1500 M04;以上程式下列敘述何者為是 (A)主軸正轉週速指定為 1500 mm/min (B)主軸反轉轉數為 2000 rev/min (C)主軸正轉為1500 rev/min (D)主軸反轉為 1500 rev/min 。
73. 操作電腦數值控制車床時,刀具移動之各點,以前一刀具座標點為基準的座標值,稱為 (A)絕對座標值 (B)增量座標值 (C)原點座標值 (D)向量座標值 。
74. 下列何者 NC 程式指令表示錯誤? (A)G04X1.5 (B)G04U1.5 (C)G04P1.5 (D)G04P150 。
75. 下列何者 NC 程式指令,可用來改變作為英制單位? (A)G18 (B)G19 (C)G20 (D)G21 。
76. G96S120M03T0101,上述 NC 程式中,下列敘述何者錯誤? (A)切削速度隨工件直徑大小而改變 (B)主軸正轉 (C)主軸為 120 rev/min (D)選擇第一號刀做第一號補正 。
77. 如下圖所示,X
1
=25.0,Z
1
=10.0,錐度為 1:10,與 X
2
=28.0,Z
2
=50.0,錐度為 1:20,其相交接處為
(A)X
3
=28.33,Z
3
=43.33 (B)X
3
=27.33,Z
3
=43.33 (C)X
3
=28.33,Z
3
=44.33 (D)X
3
=27.33,Z
3
=44.33 。
78. 如下圖所示,X
1
=30.0,Z
1
=15.0,錐度為 1:10,與另一錐度面小徑端點為 X
2
=28.0,Z
2
=70.0,錐度為 1:20,其相交接處為
(A)X
3
=30.5,Z
3
=20.0(B)X
3
=31.5,Z
3
=20.0 (C)X
3
=30.5,Z
3
=21.0 (D)X
3
=31.5,Z
3
=21.0 。
79. 如下圖所示,X
1
=10.0,Z
1
=10.0,錐度為 1:10,與 X
2
=10.0,Z
2
=40.0,錐度為 1:20,其交接處為
(A)X
3
=10.0,Z
3
=20.0 (B)X
3
=11.0,Z
3
=19.0 (C)X
3
=11.0,Z
3
=20.0 (D)X
3
=10.0,Z
3
=19.0 。
80. 如下圖所示,X
1
=25.0,Z
1
=-10.0,錐度為 1:10,與另一圓弧面,中心點X
2
=10.0,Z
2
=-20.0,其相切處為
(A)X
3
=26.96,Z
3
=19.55 (B)X
3
=27.96,Z
3
=-20.55 (C)X
3
=25.96,Z
3
=-19.60 (D)X
3
=28.96,Z
3
=-20.55 。
81. 如下圖所示,一錐面面小徑端點為 X
1
=25.0,Z
1
=10.0,錐度為 1:10,與另一圓弧面,中心點 X
2
=15.0,Z
2
=0.0,其相切處為
(A)X
3
=26.98,Z
3
=0.27 (B)X
3
=25.98,Z
3
=0.27 (C)X
3
=25.98,Z
3
=1.27 (D)X
3
=26.98,Z
3
=1.27 。
82. 如下圖所示,X
1
=0,Z
1
=10.0,錐度為 1:10,中心點 X
2
=0,Z
2
=-10,其相交處為
(A)X
3
=25.94,Z
3
=-9.33 (B)X
3
=1.996,Z
3
=-9.95 (C)X
3
=26.94,Z
3
=10.33 (D)X
3
=25.94,Z
3
=10.33 。
83. G00 X30.Z5.;G92 X29.5 Z-30. F2.;以程式退刀下刀點為 (A)X30. Z5.(B)X29.5 Z-30. (C)X30. Z-30. (D)X29.5 Z5. 。
84. 如下圖所示,X
1
=0,Z
1
=0,R
1
=10.0,與 X
2
=22.0,Z
2
=19.05,R
2
=12.0,其相切處為
(A)X
3
=9.0,Z
3
=7.66 (B)X
3
=10.0,Z
3
=7.66 (C)X
3
=9.0,Z
3
=8.66 (D)X
3
=10.0,Z
3
=8.66 。
85. 如下圖所示,一圓弧面中心點 X
1
=10.0,Z
1
=10.0,R
1
=5.0,與另一圓弧中心點 X
2
=21.12,Z
2
=27.12,R
2
=13.0,其相切處
(A)X
3
=12.1,Z
3
=14.76(B)X
3
=13.1,Z
3
=15.76 (C)X
3
=12.1,Z
3
=15.76 (D)X
3
=13.1,Z
3
=14.76 。
86. 如下圖所示,一圓弧面中心點 X
1
=20.0,Z
1
=-5.0,R
1
=7,與另一圓弧面中心點 X
2
=48.32,Z
2
=13.12,R
2
=16,其相切處為
(A)X
3
=28.62,Z
3
=0.52(B)X
3
=29.62,Z
3
=0.52 (C)X
3
=28.62,Z
3
=1.52 (D)X
3
=29.62,Z
3
=1.52 。
87. G92 螺紋車削單循環指令,車削螺紋之方法為 (A)直進法 (B)斜進刀單邊車削 (C)斜進刀雙邊車削 (D)直、斜進刀均可 。
88. G03 X60. Z5. R5.,其圓弧角為 (A)大於 180 度 (B)小於 180 度 (C)圓心等於180 度 (D)圓等於 0 度 。
89. 車削螺距為 10mm 之螺紋時,其主軸每分鐘轉數需低於________轉以下。 (A)400 (B)800 (C)1,200 (D)1,600
90. 欲車削 2N-M20×1.5 螺紋,第一刀切削程式,下列程式何者為宜? (A)G92X19.Z-20.F1.5; (B)G92X19.Z-20.F2.; (C)G92X19.Z-20.F2.5; (D)G92X19.Z-20.F3.; 。
91. 下列何者為螺紋車削複循環機能? (A)G32 (B)G33 (C)G76 (D)G92 。
92. 下列何者不是車削多頭螺紋之注意事項? (A)不可中途改變主軸轉數 (B)使用特殊螺紋刀具 (C)退刀槽寬宜以導程為計算依據 (D)多頭螺紋不宜再有可變導程螺紋的車削 。
93. 更換不同刀鼻半徑之刀片,宜作 (A)修改刀鼻半徑補正值 (B)更改程式 (C)使用"G41"替代 G42" (D)不需作任何變更 。
94. 下列何組指令碼,用於取消 10 號刀具之補正值? (A)T10 (B)T00 (C)G41(D)G42 。
95. G71 P10 Q20 U0.3 W0.15 F0.2;,其直徑精車預留量為______mm。 (A)0.1 (B)0.2 (C)0.3 (D)0.15
96. 橫向車削複循環機能是以______表示。 (A)G70 (B)G71 (C)G72 (D)G73
97. 下列何者為端面(縱面)車削複循環機能? (A)G70 (B)G71 (C)G72 (D)G76 。
98. G90 G02 X50.0 Z30.0 I25.0 F0.3;單節中,其"I"之意義代表 (A)圓弧直徑值 (B)圓弧半徑值 (C)圓弧角度 (D)從圓弧起點至圓心 X 軸之距離 。
99. "G92"機能係表示 (A)螺紋車削 (B)螺紋自動循環車削 (C)雙頭螺紋車削 (D)螺紋複循環車削 。
100. 在徑向車削量較多時,宜選用之切削循環指令為 (A)G90 (B)G92 (C)G94 (D)G96 。
申論題 (0)
相關試卷
115年 - 18301 車床-CNC 車床 乙級 工作項目 08:機具維護與故障排除 1-18(2026/01/05 更新)#136156
115年 · #136156
115年 - 18301 車床-CNC 車床 乙級 工作項目 07:車削情況之判斷及處理 1-34(2026/01/05 更新)#136155
115年 · #136155
115年 - 18301 車床-CNC 車床 乙級 工作項目 06:CNC車床車削 101-135(2026/01/05 更新)#136154
115年 · #136154
115年 - 18301 車床-CNC 車床 乙級 工作項目 06:CNC車床車削 51-100(2026/01/05 更新)#136153
115年 · #136153
115年 - 18301 車床-CNC 車床 乙級 工作項目 06:CNC車床車削 1-50(2026/01/05 更新)#136152
115年 · #136152
115年 - 18301 車床-CNC 車床 乙級 工作項目 05:程式製作 101-158(2026/01/05 更新)#136151
115年 · #136151
115年 - 18301 車床-CNC 車床 乙級 工作項目 05:程式製作 1-50(2026/01/05 更新)#136149
115年 · #136149
115年 - 18301 車床-CNC 車床 乙級 工作項目 04:刀具選用、配置及設定 51-83(2026/01/05 更新)#136148
115年 · #136148
115年 - 18301 車床-CNC 車床 乙級 工作項目 04:刀具選用、配置及設定 1-50(2026/01/05 更新)#136147
115年 · #136147
115年 - 18301 車床-CNC 車床 乙級 工作項目 03:工件夾持及校正 1-39(2026/01/05 更新)#136146
115年 · #136146
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)G00 X24.0 W38.0 F0.1; (B)G01 U-26.0 W38.0 F0.1; (C)G01 U-26.0Z80.0 F0.1; (D)G01 X24.0 Z80.0 F0.1; 。
(A)G00 X24.0 W38.0 F0.1; (B)G01 U-26.0 W38.0 F0.1; (C)G01 U-26.0Z80.0 F0.1; (D)G01 X24.0 Z80.0 F0.1; 。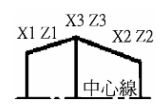 (A)X3=28.33,Z3=43.33 (B)X3=27.33,Z3=43.33 (C)X3=28.33,Z3=44.33 (D)X3=27.33,Z3=44.33 。
(A)X3=28.33,Z3=43.33 (B)X3=27.33,Z3=43.33 (C)X3=28.33,Z3=44.33 (D)X3=27.33,Z3=44.33 。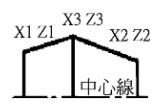 (A)X3=30.5,Z3=20.0(B)X3=31.5,Z3=20.0 (C)X3=30.5,Z3=21.0 (D)X3=31.5,Z3=21.0 。
(A)X3=30.5,Z3=20.0(B)X3=31.5,Z3=20.0 (C)X3=30.5,Z3=21.0 (D)X3=31.5,Z3=21.0 。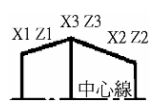 (A)X3=10.0,Z3=20.0 (B)X3=11.0,Z3=19.0 (C)X3=11.0,Z3=20.0 (D)X3=10.0,Z3=19.0 。
(A)X3=10.0,Z3=20.0 (B)X3=11.0,Z3=19.0 (C)X3=11.0,Z3=20.0 (D)X3=10.0,Z3=19.0 。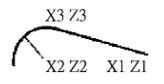 (A)X3=26.96,Z3=19.55 (B)X3=27.96,Z3=-20.55 (C)X3=25.96,Z3=-19.60 (D)X3=28.96,Z3=-20.55 。
(A)X3=26.96,Z3=19.55 (B)X3=27.96,Z3=-20.55 (C)X3=25.96,Z3=-19.60 (D)X3=28.96,Z3=-20.55 。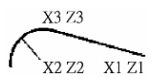 (A)X3=26.98,Z3=0.27 (B)X3=25.98,Z3=0.27 (C)X3=25.98,Z3=1.27 (D)X3=26.98,Z3=1.27 。
(A)X3=26.98,Z3=0.27 (B)X3=25.98,Z3=0.27 (C)X3=25.98,Z3=1.27 (D)X3=26.98,Z3=1.27 。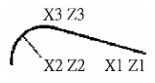 (A)X3=25.94,Z3=-9.33 (B)X3=1.996,Z3=-9.95 (C)X3=26.94,Z3=10.33 (D)X3=25.94,Z3=10.33 。
(A)X3=25.94,Z3=-9.33 (B)X3=1.996,Z3=-9.95 (C)X3=26.94,Z3=10.33 (D)X3=25.94,Z3=10.33 。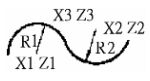 (A)X3=9.0,Z3=7.66 (B)X3=10.0,Z3=7.66 (C)X3=9.0,Z3=8.66 (D)X3=10.0,Z3=8.66 。
(A)X3=9.0,Z3=7.66 (B)X3=10.0,Z3=7.66 (C)X3=9.0,Z3=8.66 (D)X3=10.0,Z3=8.66 。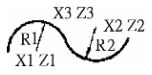 (A)X3=12.1,Z3=14.76(B)X3=13.1,Z3=15.76 (C)X3=12.1,Z3=15.76 (D)X3=13.1,Z3=14.76 。
(A)X3=12.1,Z3=14.76(B)X3=13.1,Z3=15.76 (C)X3=12.1,Z3=15.76 (D)X3=13.1,Z3=14.76 。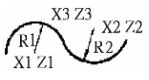 (A)X3=28.62,Z3=0.52(B)X3=29.62,Z3=0.52 (C)X3=28.62,Z3=1.52 (D)X3=29.62,Z3=1.52 。
(A)X3=28.62,Z3=0.52(B)X3=29.62,Z3=0.52 (C)X3=28.62,Z3=1.52 (D)X3=29.62,Z3=1.52 。