阿摩線上測驗
登入
首頁
>
技檢◆模具-沖壓模具-乙級
> 115年 - 18401 模具-沖壓模具項 乙級 工作項目 01:操作平面磨床、操作綜合切削加工機、操作放電加工機、操作線切割放電加工機 1-50(2026/01/05 更新)#136168
115年 - 18401 模具-沖壓模具項 乙級 工作項目 01:操作平面磨床、操作綜合切削加工機、操作放電加工機、操作線切割放電加工機 1-50(2026/01/05 更新)#136168
科目:
技檢◆模具-沖壓模具-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆模具-沖壓模具-乙級
選擇題 (50)
1. 平面磨床磁性夾頭之靠板,其製作與裝配之流程何者為正確? (A)銑削平行直接鎖上使用 (B)銑削後研磨平行直接鎖上使用 (C)銑削後直接鎖上再研磨平行 (D)銑削後放電加工鎖上使用 。
2. 研磨工件溝槽側面時,下列那項夾持方法能磨削出與加工基準面較佳之平行度? (A)精密虎鉗 (B)正弦虎鉗 (C)正弦桿 (D)磁性夾頭及靠板 。
3. 平面磨床用磁性夾頭夾持工件研磨,常用檔塊來輔助夾持工件,下列敘述何者不正確? (A)工件在研磨的高度範圍內,檔塊愈高愈好 (B)檔塊以銅材製作最佳,質軟較不傷研磨工件面 (C)檔塊各面之垂直度須精準 (D)檔塊須與研磨工件緊密貼合 。
4. 平面磨床用磁性夾頭夾持工件研磨,當只使用一件檔塊來輔助夾持,如依操作者站立方位而言,檔塊要放在磨削工件的那一側? (A)前側 (B)後側 (C)左側 (D)右側 。
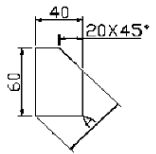
5. 磨削完成下圖所示之工件尺寸,則 A 尺寸測量值應為
(A)54.14mm (B)56.56mm (C)58.14mm (D)60.12mm 。
6. 用正弦桿(Sine Bar)與塊規配合使用研磨工件斜度,已知工件斜度為 45°,正弦桿長度 100mm,則應墊塊規之高度值為 (A)50.22mm (B)57.74mm(C)70.71mm (D)86.68mm 。
7. 砂輪音響試驗目的是為檢查砂輪的 (A)硬度大小 (B)結合度強弱 (C)粒度粗細 (D)裂痕瑕疵 。
8. 砂輪平衡測試達到最佳狀況,以手滾動砂輪,當砂輪自行停止在平衡架上,其砂輪面上的記號指示都會停止在 (A)平衡心軸正下方 (B)平衡心軸正上方 (C)與平衡心軸平行 (D)平衡心軸的任何地方 。
9. 削銳砂輪外緣時,修整器置於床台,其鑽石刀刃應置放在砂輪中心線 (A)順向偏左 (B)順向偏右 (C)逆向偏左 (D)逆向偏右 。
10. 磨床研磨液對於加工之影響,下列何者不正確? (A)造成結合劑劣化減少砂輪壽命 (B)具有冷卻作用 (C)砂輪表面洗淨作用 (D)研磨量可增大 。
11. 磨削工作中,利用正弦桿(Sine Bar)與塊規配合使用,可得精確的角度,則應使用那一級塊規? (A)A A (B)A (C)B (D)C 級塊規。
12. 研磨加工完成後,停止平面磨床操作應先 (A)關掉砂輪開關 (B)關掉切削劑開關 (C)關掉總開關 (D)卸下工件 。
13. 選用合適的砂輪精磨削平面時,其橫向(前後)進給約為砂輪厚度的 (A)1倍 (B)1/2~3/4 倍 (C)1/8~1/4 倍 (D)1/8 倍以下 。
14. 選用合適的砂輪粗磨削平面時,橫向(前後)進給約為砂輪寬度的 (A)3/4~1 倍 (B)1/2~3/4 倍 (C)1/2~1/4 倍 (D)1/8~1/10 倍 。
15. 選用合適的砂輪平面磨削時,每次粗磨削較適當的深度進刀量為多少?(A)0.005~0.010mm (B)0.02~0.03mm (C)0.1~0.2mm (D)0.2~0.3mm 。
16. 安裝砂輪使用的緣盤(Flange,砝蘭)直徑,至少為砂輪直徑的 (A)1/2 (B)1/3 (C)1/4 (D)1/5 。
17. 磨削工件溝槽的側面,砂輪側面應修整成 (A)凹面 (B)凸面 (C)曲面 (D)不規則面 。
18. 磨削工件溝槽時,需將砂輪二側面修整為凹面,目的是為了 (A)減少砂輪磨耗 (B)容易磨削底面 (C)減少磨削接觸面 (D)提高磨削溫度 。
19. 磨削精密的工件溝槽尺寸時,砂輪的厚度應比溝槽的寬度為 (A)大 (B)小(C)相等 (D)無關 。
20. 工件溝槽須作清角磨削,何者應優先磨削? (A)側面 (B)底面 (C)側面與底面同時 (D)側面或底面均可 。
21. 用沖子成型器來修整平面砂輪,下列何者無法修整? (A)砂輪外緣整修成凹或凸半徑 (B)砂輪外緣整修成角度 (C)砂輪側面整修成凹面 (D)砂輪外緣整修成橢圓形 。
22. 磨床床台前後進刀量愈大,下列何者錯誤? (A)研磨抵抗大 (B)發熱大 (C)加工面粗 (D)砂輪填塞、脫落愈小 。
23. 如下圖所示修整砂輪角度,其鑽石修刀最後精修修整進刀的方向宜為
(A)A 方向進刀修整 (B)B 方向進刀修整 (C)A,B 雙方向均可進刀修整 (D)因砂輪磨粒而定 。
24. 工件側面磨削時,砂輪側面宜採用下列何者較佳? (A)
(B)
(C)
(D)
。
25. 工件側面磨削,下列何者是正確的磨削紋路? (A)
(B)
(C)
(D)
。
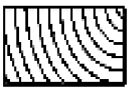
26. 工件側面磨削造成如下圖所示紋路,何者是砂輪軸與床台不垂直所造成的?(A)
(B)
(C)
(D)
。
27. 工件側面磨削造成如下圖所示紋路,何者是砂輪修整不良所造成的? (A)
(B)
(C)
(D)
。
28. 綜合切削加工機執行邊傳邊做的加工方式,稱為 (A)DNC (B)CNC (C)PNC(D)NC 。
29. NC 程式由 PC 個人電腦傳輸到綜合切削加工機時,面板模式選擇鈕應置於 (A)自動操作(AUTO) (B)手動操作(MDI) (C)記憶(MEM) (D)編輯狀態(EDIT) 。
30. 下列何者不是綜合切削加工機頭座結構設計的考量要項? (A)降低噪音(B)降低震動 (C)降低轉速 (D)降低熱變位 。
31. 綜合切削加工機的輸送螺桿為 (A)V 形螺桿 (B)梯形螺桿 (C)方形螺桿 (D)滾珠螺桿 。
32. 下列何者不是綜合切削加工機於編輯程式時,面板的操作功能鍵? (A)MDI (B)PRGRM (C)RESET (D)INSERT 。
33. 綜合切削加工機在執行刀具補正時,需執行面板下列那一種功能鍵,以顯示補正畫面? (A)RESET (B)OFFSET (C)MDI (D)POS 。
34. 綜合切削加工機於開機後執行機械原點復歸時,下列執行步驟何者較安全? (A)依照 X、Y、Z 軸順序執行原點復歸 (B)先 X、Y 軸,再依 Z 軸順序執行原點復歸 (C)依照 Z、Y、X 軸順序執行原點復歸 (D)先 Z 軸,再X、Y 軸同時執行原點復歸 。
35. 綜合切削加工機在執行 NC 程式 M02 程式終了後,若要繼續執行同一NC 程式之操作程序為 (A)先按 RESET 鈕,再按啟動鈕 (B)直接按啟動鈕即可 (C)連續按兩次啟動鈕 (D)先按緊急停止鈕,再按啟動鈕 。
36. 綜合切削加工機於切削工件時,發現工件表面太粗糙,宜調整面板的 (A)OPTION STOP 鈕 (B)COOLANT 鈕 (C)FEED RATE 鈕 (D)OFFSET 鈕 。
37. 綜合切削加工機 NC 程式指令 G19 為加工平面設定碼,是設定 (A)X-Y 平面 (B)Y-Z 平面 (C)X-Z 平面 (D)X-Y-Z 平面 。
38. 綜合切削加工機 NC 程式指令 G41 為 (A)公制輸入 (B)直線插入 (C)刀具半徑偏左補正 (D)刀具半徑偏右補正 。
39. 綜合切削加工機刀具半徑補正取消 NC 程式指令為 (A)G40 (B)G41 (C)G42(D)G49 。
40. 綜合切削加工機選擇性程式停止 NC 程式指令為 (A)M00 (B)M01 (C)M02(D)M06 。
41. 綜合切削加工機的 NC 程式指令中,下列何者不需經過機械原點復歸的NC 程式指令? (A)G30 (B)G27 (C)G28 (D)G29 。
42. 下列何者不是綜合切削加工機固定循環切削的 NC 程式指令? (A)G73 (B)G74 (C)G75 (D)G76 。
43. 綜合切削加工機 NC 程式中,G91G28Y0.意指 (A)Y 軸移到程式原點 (B)Y軸補正半徑為 0 (C)Y 軸移動增量距離為 0 (D)回 Y 軸機械原點 。
44. 綜合切削加工機 NC 程式中,G90G01X50.Z-10.F300,其中 X、Z 值為終點的 (A)起點座標值 (B)座標增量值 (C)終點座標值 (D)機械座標值 。
45. 綜合切削加工機 NC 程式 G90G00X10.Y10.M08 中,下列敘述何者錯誤? (A)G90 為絕對座標值設定 (B)G00 為快速定位 (C)M08 為關掉切削液(D)X10.Y10.為終點座標位置 。
46. 綜合切削加工機 NC 程式 G90G17G02X50.Y50.R50.中,其程式意義下列敘述何者正確? (A)在 XY 平面以 R50.半徑逆時針方向切削到 X50.Y50.座標點 (B)在 XY 平面以 R50.半徑順時針方向切削到 X50.Y50.座標點 (C)在 XY 平面從 X50.Y50.座標點順時針方向切削 R50.半徑 (D)在 XY 平面從 X50.Y50.座標點逆時針方向切削 R50.半徑 。
47. 下列綜合切削加工機 NC 程式何者正確? (A)G42G03X10.Y10.R10.; (B)G90G17X0.Y0.;G42G01D01F100.; (C)G42G01X10.Y10.;G90X30.Y40.;G91X0.; (D)G90G00G43Z10.H01.;S400M03.; 。
48. 下列綜合切削加工機 NC 程式寫法何者正確? (A)G40P100.2 (B)G27X100.Y50.;G90G29X200.Y25. (C)G28G10X10.Y10.Z10. (D)G91G27X200.Y100. 。
49. 綜合切削加工機 NC 程式 G90G01G43Z10.H01F100 中,若 H01 補正值為-20.,則執行後,Z 軸座標值為 (A)-10. (B)10. (C)30. (D)-30. 。
50. 綜合切削加工機 NC 程式 G90G01G44Z10.H01F100 中,若 H01 補正值為20.,則執行後,Z 軸座標值為 (A)30. (B)-30. (C)-10. (D)10. 。
申論題 (0)
相關試卷
115年 - 18401 模具-沖壓模具項 乙級 工作項目 08:檢查與機具維護 51-114(2026/01/05 更新)#136182
115年 · #136182
115年 - 18401 模具-沖壓模具項 乙級 工作項目 08:檢查與機具維護 1-50(2026/01/05 更新)#136181
115年 · #136181
115年 - 18401 模具-沖壓模具項 乙級 工作項目 07:製作簡易引伸模具、製作簡易複合模具與模具之試模及修整 51-96(2026/01/05 更新)#136180
115年 · #136180
115年 - 18401 模具-沖壓模具項 乙級 工作項目 07:製作簡易引伸模具、製作簡易複合模具與模具之試模及修整 1-50(2026/01/05 更新)#136179
115年 · #136179
115年 - 18401 模具-沖壓模具項 乙級 工作項目 06:製作彎形模具與製作簡易連續模具 51-106(2026/01/05 更新)#136178
115年 · #136178
115年 - 18401 模具-沖壓模具項 乙級 工作項目 06:製作彎形模具與製作簡易連續模具 1-50(2026/01/05 更新)#136177
115年 · #136177
115年 - 18401 模具-沖壓模具項 乙級 工作項目 05:製作剪切模具與製作下料模具 51-85(2026/01/05 更新)#136176
115年 · #136176
115年 - 18401 模具-沖壓模具項 乙級 工作項目 05:製作剪切模具與製作下料模具 1-50(2026/01/05 更新)#136175
115年 · #136175
115年 - 18401 模具-沖壓模具項 乙級 工作項目 04:刀具選用及研磨 51-75(2026/01/05 更新)#136174
115年 · #136174
115年 - 18401 模具-沖壓模具項 乙級 工作項目 04:刀具選用及研磨 1-50(2026/01/05 更新)#136173
115年 · #136173
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)54.14mm (B)56.56mm (C)58.14mm (D)60.12mm 。
(A)54.14mm (B)56.56mm (C)58.14mm (D)60.12mm 。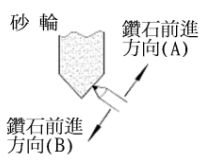 (A)A 方向進刀修整 (B)B 方向進刀修整 (C)A,B 雙方向均可進刀修整 (D)因砂輪磨粒而定 。
(A)A 方向進刀修整 (B)B 方向進刀修整 (C)A,B 雙方向均可進刀修整 (D)因砂輪磨粒而定 。 (B)
(B) (C)
(C) (D)
(D)  。
。 (B)
(B) (C)
(C) 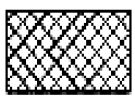 (D)
(D) 。
。 (B)
(B) (C)
(C)  (D)
(D) 。
。 (B)
(B) (C)
(C)  (D)
(D)  。
。