阿摩線上測驗
登入
首頁
>
技檢◆半自動電銲-單一級
> 114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 1-50(2025/12/08 更新)#134423
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 1-50(2025/12/08 更新)#134423
科目:
技檢◆半自動電銲-單一級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆半自動電銲-單一級
選擇題 (50)
1. 銲接前需要預熱的材料是 (A)軟鋼 (B)低合金鋼 (C)沃斯田鐵系不銹鋼 (D)鈦合金 。
2. 銲接前母材必須預熱的原因為 (A)母材太薄 (B)含碳量低 (C)含碳量高 (D)使用包藥銲線 。
3. 鋼鐵材料的銲接,輸入熱量愈高愈容易產生 (A)低溫脆性 (B)低溫韌性 (C)高溫脆性 (D)高強度 。
4. 一般而言,母材之銲接性是指 (A)銲接速度 (B)機械強度 (C)是否適合銲接 (D)龜裂性 。
5. 母材表面銲道邊緣凹陷部位稱為 (A)熔池 (B)銲蝕 (C)銲疤 (D)熔坑 。
6. 銲線末端到熔池中心的距離稱為 (A)銲接尺寸 (B)腳長 (C)電弧長度 (D)滲透深度 。
7. 下列箭頭所示,何者為銲冠 (A)
(B)
(C)
(D)
。
8. 下列導電率最佳之金屬為 (A)不銹鋼 (B)中碳鋼 (C)銅 (D)鑄鐵 。
9. 凸出銲接趾部而未與母材熔合之堆積金屬稱為 (A)氣孔 (B)銲蝕 (C)夾渣 (D)搭疊(銲淚) 。
10. 銲接時浮於熔融金屬上面的物質稱為 (A)熔池 (B)銲渣 (C)銲濺物 (D)銲劑 。
11. 一般鉚接工件效率較銲接為 (A)高 (B)低 (C)相同 (D)不一定 。
12. 目前鋼板接合時最常用之方法是 (A)鉚接法 (B)鑞銲法 (C)電弧銲法 (D)壓銲法 。
13. 一般電銲施工的成本比鉚接 (A)低 (B)高 (C)一樣 (D)不一定 。
14. 銲接施工所產生構件之變形量要比鉚接作業為 (A)大 (B)小 (C)相同 (D)不一定 。
15. 鉚接構件施工產生的變形量要比銲接為 (A)大 (B)小 (C)相同 (D)不一定 。
16. 鉚接最大的優點是 (A)省錢 (B)施工容易 (C)省料 (D)製件不易變形 。
17. 同容量之體積銲接構造要比鉚接構造的重量 (A)輕 (B)重 (C)相同 (D)差不多 。
18. 鉚接較銲接在施工上之優點為 (A)低成本 (B)施工方便 (C)變形小 (D)水密性優 。
19. 在施工上作比較銲接較鉚接 (A)耗材料 (B)耗工時 (C)變形大 (D)變形小 。
20. 船舶外板,採用鉚接比採用銲接在航行阻力會 (A)減少 (B)相同 (C)不一定 (D)增加 。
21. 較適宜由兩人同時施銲的熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
22. 在一長銲道上較能保持同一熱量的熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
23. 一般以選擇銲件較冷位置來銲接的熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
24. 變形量小而費時較多的熔填順序是 (A)前進式 (B)後退式 (C)交互式 (D)對稱式 。
25. 銲補較大圓孔最適宜的熔填順序是 (A)前進式 (B)後退式 (C)對稱式 (D)間跳式 。
26.
熔填順序是 (A)前進式 (B)後退式 (C)對稱式 (D)間跳式 。
27. 如下圖,熔填順序是
(A)前進式 (B)後退式 (C)對稱式 (D)間跳式 。
28.
熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
29.
熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
30. 如下圖,熔填順序是
(A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
31. 如只考慮銲接效率及外觀,則採用_______熔填順序較佳。 (A)前進式 (B)後退式 (C)間跳式 (D)交互式
32. 銲接長銲道時,變形量最少的熔填順序是 (A)前進式 (B)後退式 (C)對稱式 (D)交互式 。
33. 能使變形量對稱分佈的熔填順序是 (A)前進式 (B)後退式 (C)對稱式 (D)交互式 。
34. 能使殘留應力形成相互抵消的熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
35. 在長銲道的銲件中殘留應力較大的熔填順序是 (A)前進式 (B)後退式 (C)間跳式 (D)交互式 。
36. 拘束應力能平均分配在銲道上的熔填順序是 (A)前進式 (B)後退式 (C)間跳式(D)交互式 。
37. 可以減少薄板扭曲變形的熔填順序是 (A)前進式 (B)後退式 (C)間跳式 (D)交互式 。
38. 較適合於銲接薄板的熔填順序是 (A)前進式 (B)對稱式 (C)間跳式 (D)交互式 。
39. 較能節省銲線的熔填順序是 (A)前進式 (B)後退式 (C)間跳式 (D)交互式 。
40. 圓形體的堆銲,採用_______最為理想。 (A)前進式 (B)後退式 (C)交互式 (D)對稱式
41. 欲使銲接有較強的滲透力,可 (A)降低電流 (B)提高電流 (C)提高電壓 (D)提高銲速 。
42. 如換用較大的銲線銲接時,銲機上的無負載電壓應 (A)增加 (B)降低 (C)不變(D)不一定 。
43. 一般銲道的銲冠,仰銲比平銲為 (A)高 (B)低 (C)美觀 (D)寬 。
44. 一般對接銲時,銲後銲道高度要較母材 (A)略低 (B)齊平 (C)略高 (D)高 5mm以上。
45. 高碳材料銲接時不可 (A)預熱 (B)中斷方式 (C)急冷 (D)珠擊 。
46. 預熱可使銲件之熱影響區硬化情形 (A)增加 (B)減低 (C)時高時低 (D)無影響 。
47. 銲接中欲增加銲接熱量需將 (A)電壓減少 (B)電流加大 (C)銲速加快 (D)電流減少 。
48. 在正常銲接中,如僅將電流加大,則滲透力 (A)增加 (B)降低 (C)不變 (D)不穩定 。
49. 使用包藥銲線銲接時,夾渣的成因是 (A)銲線織動太窄 (B)銲線織動太寬 (C)電流太大 (D)銲線潮濕 。
50. 在氣溫較低的環境銲接厚板時 (A)需預熱 (B)不需預熱 (C)需淬火 (D)需退火 。
申論題 (0)
相關試卷
114年 - 09700 半自動電銲 單一 工作項目 06:銲道檢驗 1-45(2025/12/08 更新)#134430
114年 · #134430
114年 - 09700 半自動電銲 單一 工作項目 05:銲道清潔 1-17(2025/12/08 更新)#134429
114年 · #134429
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 251-291(2025/12/08 更新)#134428
114年 · #134428
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 201-250(2025/12/08 更新)#134427
114年 · #134427
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 151-200(2025/12/08 更新)#134426
114年 · #134426
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 101-150(2025/12/08 更新)#134425
114年 · #134425
114年 - 09700 半自動電銲 單一 工作項目 04:銲接施工 51-100(2025/12/08 更新)#134424
114年 · #134424
114年 - 09700 半自動電銲 單一 工作項目 03:材加工與組合 1-47(2025/12/08 更新)#134422
114年 · #134422
114年 - 09700 半自動電銲 單一 工作項目 02:作業準備 301-330(2025/12/08 更新)#134421
114年 · #134421
114年 - 09700 半自動電銲 單一 工作項目 02:作業準備 251-300(2025/12/08 更新)#134420
114年 · #134420
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (B)
(B)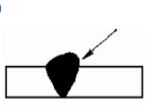 (C)
(C)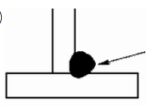 (D)
(D)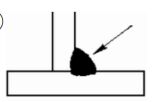 。
。 熔填順序是 (A)前進式 (B)後退式 (C)對稱式 (D)間跳式 。
熔填順序是 (A)前進式 (B)後退式 (C)對稱式 (D)間跳式 。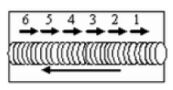 (A)前進式 (B)後退式 (C)對稱式 (D)間跳式 。
(A)前進式 (B)後退式 (C)對稱式 (D)間跳式 。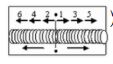 熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。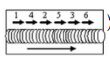 熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
熔填順序是 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。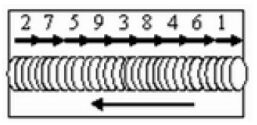 (A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。
(A)後退式 (B)對稱式 (C)間跳式 (D)交互式 。