所屬科目:統測◆01機械群◆(二)機械製造、機械基礎實習、製圖實習
1. 有關切削刀具的敘述,下列何者正確?
①陶瓷刀具硬度高,通常刀口斜角為5°~7°的負斜角
②工具鋼刀具有良好韌性與紅熱硬性,適合高速切削
③工具鋼刀具為避免高溫氧化,通常含碳量需小於0.3%
④碳化物刀具耐熱溫度可達1000℃,號數小者硬度較高
⑤高速鋼刀具經熱處理後硬度高,適用於間斷性及成形切削
⑥添加2%~10%碳的高速鋼,又稱為超級高速鋼,適用於高速重切削 (A)①、④、⑤ (B)②、③、④ (C)①、④、⑥ (D)④、⑤、⑥
2. 欲調製含碳量0.45%的鋼鐵10kg,若製程中碳不會有任何損耗,使用下列何種組合最合適? (調製公式:A含碳量 × A重量+B含碳量 × B重量=C含碳量 × C重量) (A) 6 kg的SNC631、4 kg的SCM430 (B) 8 kg的SCr 430、2 kg的SNCM439 (C) 2.5 kg的SAE1030、7.5kg的S50C (D) 1.5 kg的SMn 443、8.5kg的SAE8660
3. 選用SAE1040加工製作太陽能光電系統的鋼結構,下列敘述何者正確? (A)材料中除鐵外,主要含有1%鉻、1%鎳及4%碳 (B)使用滲碳處理,通常能獲得比熱浸鍍鋅更好的耐蝕性 (C)直流電弧銲時,正極法相較負極法工件有較大的熱量 (D)以300℃熱加工成形方式,比室溫冷加工成形方式有較高的硬度
4. 使用鋁合金鑄造方式製造電動車馬達殼體,若考慮冷縮量,則選擇下列何種收縮尺最合適? (A)收縮尺0.5m,實際長度是0.5065m (B)收縮尺1.0m,實際長度是1.2505m (C)收縮尺1.5m,實際長度是1.1255m (D)收縮尺2.0m,實際長度是1.9255m
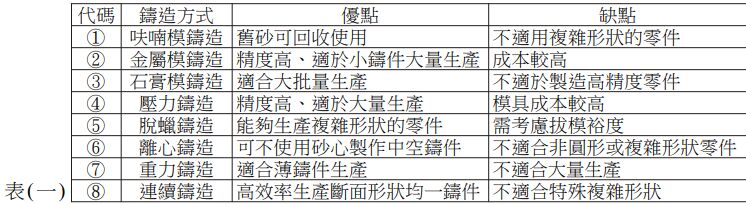
5. 有關各鑄造方式及其對應的加工特性組合如表(一)所示,下列何者完全正確?
(A)①、③、⑤ (B)④、⑥、⑧ (C)③、④、⑧ (D)②、⑤、⑦
6. 已知各種材料的性質如表(二)所示,則表(三)材料對應成形的加工條件代碼①到④中, 下列何者正確?
(A)① (B)② (C)③ (D)④
7. 有關銲接的敘述,下列何者正確?
①電弧銲接時,採用高電壓與大電流
②電弧銲之電弧長度與電壓成反比,與電流成正比
③電阻銲通常使用高電壓與大電流,施銲時先通電流再加壓
④進行氧乙炔銲接時,若工件厚度較厚,應選擇較大號數的火嘴
⑤火炬銲接使用碳化焰(又稱為還原焰),乙炔與氧氣混合比為1:2
⑥直流電弧銲時,當工件接於正極,有較強的穿透力,適合銲接厚件 (A)④、⑥ (B)②、⑤ (C)③、⑤ (D)①、②
8. 欲於工具鋼扳手表面電鍍鎳,下列操作何者正確? (A) (B) (C) (D)
9. 有關公差配合與品管的敘述,下列何者正確? (A)∅28G8/ h 7之機件配合為基孔制 (B)∅28G8/h 7軸孔加工件為餘隙配合 (C)ISO9000屬於國際性環境管理標準 (D)ISO9000有八項基本原理與管理原則
10. 有關金屬材質與各種切削劑的選用下列何者正確? ①乾切削或壓縮空氣、②水溶性油或硫化油、③礦豬油混合劑、④煤油基潤滑劑 (A)鑄鐵-③,黃銅-④,鋼-①,鋁-② (B)鑄鐵-④,黃銅-③,鋼-②,鋁-① (C)鑄鐵-①,黃銅-②,鋼-④,鋁-③ (D)鑄鐵-①,黃銅-③,鋼-②,鋁-④
11. 有關車床工件加工的敘述,下列何者 錯誤 ? (A)長100mm工件欲製作錐度1/ 20,其尾座偏置量為5mm (B)直徑∅42mm圓柱壓花應選用紋距1.0mm以上粗壓花刀 (C)車削M18×2.5螺紋時,車刀的直進進刀深度為1.625mm (D)車削偏心工作的調整校正偏量是兩個圓柱偏心距離的2倍
12. 有關切削刀具的敘述,下列何者正確? (A)公制麻花鑽頭之直徑在13mm以下者為直柄,鑽唇角為108 ° (B)車刀斜角(Rake Angle )為避免切削磨擦損耗刀具所採的角度 (C)帶鋸機鋸條長度縮短約25mm,目的為調整鋸條與導輪張力 (D)砂輪組織結構數字越小,則磨粒結構愈寬鬆,愈適用軟材料
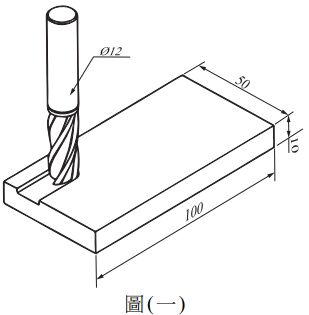
13. 如圖(一)所示,若欲使用∅12mm四刃端銑刀對50×100×10mm之工件長邊100mm開槽 加工,每刃進刀0.28mm,進刀切速為9.42m/min,則銑刀進給量(mm/min )與單趟工時 (sec )為多少?
(A) 250,24 圖(一) (B) 250,27 (C) 280,21.5 (D) 280,24
14. 甲、乙兩外接標準正齒輪,已知模數 M 為 3 mm / 齒,齒數分別為甲 60 齒、乙 40 齒, 下列敘述何者正確? (A)兩齒輪之嚙合中心距離長度為150mm (B)甲、乙兩齒輪之周節為1/ 3,徑節為3π (C)甲、乙兩齒輪轉速比等於齒數比3:2 (D)兩齒輪外徑甲為180mm、乙為120mm
15. 下列何者為鋼鐵材料粉末冶金燒結製程中使用之還原氣體或惰性氣體?
① 氫 H 2、② 氮 N 2、③ 氧 O 2、④ 一氧化碳 CO、⑤ 二氧化碳 CO 2、⑥ 分解氨 NH 3、 ⑦ 氦 He (A)②、③、⑥、⑦ (B)②、④、⑤、⑦ (C)③、⑤、⑥、⑦ (D)①、②、④、⑥
16. 有關非傳統加工的應用與製程,下列敘述何者正確? (A)寶特瓶為聚酯材料,可用吹製成型製作,屬第二類回收材料 (B)雷射加工的雷射光束可集中在奈米( 0.001μm)左右的直徑範圍 (C)電積成型又名電鑄,在電解液中用導電模型為陽極、純金屬桿為陰極 (D)選擇性雷射燒結使用粉末為原料,立體光刻技術使用光固化樹脂為原料
17. 有關五軸加工機的敘述,下列何者 錯誤 ? (A)五軸加工機可一次夾持,進行多面加工或五軸同動加工 (B)五軸加工機的線性軸決定刀具方向,旋轉軸決定刀具位置 (C)繞X軸旋轉的軸向為A軸,繞Y軸旋轉的軸向為B軸,繞Z軸旋轉的軸向為C軸 (D)五軸加工機是三個直線移動軸(X,Y,Z軸)和兩個旋轉軸(A,B軸或B,C軸或A,C軸)
18. 游標卡尺主尺每一刻度為1mm,下列何者精度為0.05mm? (A)主尺上9格,在副尺上分成10小格 (B)主尺上19格,在副尺上分成20小格 (C)主尺上29格,在副尺上分成25小格 (D)主尺上49格,在副尺上分成50小格
19. 同學以手弓鋸鋸切長 25 mm、直徑 20 mm、厚度 1.3 mm 的小鐵管,應選用下列何種規格 之鋸條且每分鐘鋸切次數為多少? (A) 50×3×0.08-14T,30次 (B) 100×6×0.16-18T,25次 (C) 200×9×0.32-24T,10次 (D) 300×12×0.64-32T,55次
20. 有關操作鑽床進行工件鑽孔加工的敘述,下列何者正確?
①工作者需戴上手套避免受傷
②可用倒角刀將工件毛邊去除
③小直徑鑽頭採用高轉速加工
④工件鑽孔前可用中心衝打出中心眼
⑤試鑽與檢驗圓如不同心,無須修正可繼續鑽孔
⑥鑽大直徑孔時,先鑽導孔再更換為大直徑的鑽頭 (A)②、③、④、⑥ (B)①、③、⑤、⑥ (C)①、②、⑤、⑥ (D)②、③、⑤、⑥
21. 有關銼削操作的敘述,下列何者正確?
①無銼齒的邊稱為安全邊 ②銼刀面塗粉筆可以防鏽 ③觀察紅丹分布,沾有紅丹表示低點
④用刀口直尺檢測工件透光處表示高處 ⑤鑄鐵工件的胚面應該先去除再進行銼削 ⑥工件測量前先修除毛邊,以免影響檢測結果 (A)②、④、⑥ (B)①、⑤、⑥ (C)①、③、⑤ (D)③、④、⑤
22. 有關符合CNS規定之標準公差分級且精度由高至低排序,下列何者正確?
①IT0、②IT01、③IT02、④IT1、⑤IT5、⑥IT10、⑦IT18、⑧IT20 (A)②、①、④、⑤、⑥、⑦ (B)①、②、③、④、⑤、⑥ (C)②、①、④、⑤、⑦、⑧ (D)④、②、③、⑤、⑥、⑧
23. 欲車削一個中碳鋼棒材,由外徑∅60mm加工到目標尺寸∅50mm,如表(四)所示下列何組 加工程序規劃最合適?
(A)②→③→④→⑥ (B)①→②→③→⑤ (C)③→②→④→⑤ (D)②→③→④→⑤
24. 有關影響車削進給率選擇的因素,下列何者正確?
①刀具材質越硬,進給率越大
②工件材質越硬,進給率越大
③切削深度越深,則採大進給率
④切削速度越快,則進給率越大
⑤粗切削進給率約為0.25mm~0.5mm
⑥使用切削劑,可以增加進給率 (A)①、②、③、⑥ (B)①、④、⑤、⑥ (C)②、③、④、⑤ (D)①、③、④、⑤
25. 有關鑄造所使用之工具及其敘述,下列何者正確?
①鏝刀:用於壓平砂模內的散砂
②搗砂錘:可分為平底和尖底兩類
③砂篩:用來篩除砂中雜質或篩出分模砂
④通氣針:主要排除熔融金屬和空氣所產生之氣體 (A)①、② (B)①、③ (C)②、④ (D)②、③
26. 有關模砂特性的描述,下列何者正確?
①模砂使用前含水量越多越好
②模砂要有好的崩散性以利模具清洗
③耐熱性要高才能抵抗熔融狀態的金屬熔液
④鑄造過程中會產生氣體,故模砂需高通氣性
⑤鑄造完後為避免汙染,模砂不可回收再使用 (A)①、②、③ (B)②、③、④ (C)①、③、⑤ (D)③、④、⑤(E)送分
27. 有關鑄造的敘述,下列何者 錯誤 ? (A)機械加工的工作母機機台座是以鑄造方式製作 (B)澆鑄薄件時的澆鑄速度應比澆鑄厚件時來得快 (C)澆鑄時,金屬熔融狀態溫度高低不影響鑄造品質 (D)搗砂過程若模砂搗製越緊密,則模砂通氣性越低
28. 有關鑄造和銲接的敘述,下列何者正確?
①銲接的工法可以進行碳鋼和鋁材的接合
②鑄造後鑄件不需後處理而銲接件需去除毛邊
③銲接不需要模型及砂心,同時作業場所較小
④機械基座或機架用鋼構銲接之強度低於鑄件之強度
⑤銲接因受熱而產生殘留應力,而鑄造則是金屬在凝固時有熱脹冷縮 (A)①、②、③ (B)②、④、⑤ (C)①、③、⑤ (D)②、③、④
29. 有關熔解爐的敘述,下列何者 錯誤 ? (A)坩堝爐適合熔解低熔點的金屬 (B)感應爐的加熱效率低且速度慢 (C)坩堝爐的坩堝號數越大、熔解量越大 (D)感應爐以導電線圈通電加熱熔解金屬
30. 在澆鑄過程中,下列敘述何者正確?
①砂模鑄造鑄件有中空部分則須置放砂心
②澆桶在盛裝熔融金屬要保持乾燥和清潔
③澆鑄鑄件重量越重則所需澆鑄時間越短
④鑄件大小、材質和形狀對澆鑄時間和速度沒有影響
⑤為使澆鑄時產生的氣體排出,需用通氣針製作通氣孔 (A)①、②、⑤ (B)①、④、⑤ (C)③、④、⑤ (D)②、③、④
31. 有關銲接產生熱輸入量的說明,下列何者正確? (A)熱輸入量小時,較會形成凝固裂紋 (B)熱輸入量小時,會使冷卻速度較慢 (C)熱輸入量大時,容易造成較窄的熱影響區 (D)熱輸入量與銲接的電壓、電流成反比,而與銲接速度成正比
32. 在銲接時銲條所包覆銲藥的功能,下列敘述何者錯誤? (A)改善銲道之機械性質 (B)銲接時穩定電弧改善銲珠形狀 (C)保護熔融金屬在銲接過程中不被氧化 (D)銲條編號E4313代表降伏強度為43kg/mm2
33. 有關銲接的敘述,下列何者正確?
①平銲簡稱為「F」
②CO2銲接時,需在通風良好處以避免中毒
③平銲時,電弧長短不影響銲道紋路及長寬
④平銲產生電弧之起點約在前端10mm~20mm處
⑤TIG法的鎢棒電極在使用交流電或直流電時,其端頭的形狀相同 (A)①、②、④ (B)②、③、④ (C)①、④、⑤ (D)②、③、⑤
34. 有關工程圖的敘述,下列何者正確? (A)國際標準化組織的英文縮寫為JIS (B)製圖最重要的原則是要求圖面的正確性 (C)工作圖是設計者表示初步構想所繪製的圖面 (D)表示機械各零件位置及其關係之圖,稱為零件圖
35. 根據中華民國國家標準(CNS)規定,有關製圖用紙的敘述,下列何者正確? (A)A0規格圖紙面積為0.75m² (B)A1圖紙之長與寬比為1.618:1 (C)A2圖紙面積為A3圖紙面積的2倍 (D)A4圖紙之尺寸為420mm×297mm
36. 繪製某一零件圖需要使用之線條,依用途可區分為:圖框線、可見輪廓線、尺度線、 尺度界線、隱藏線、剖面線、中心線、節線及假想線,上述線條共含有幾種式樣? (A) 4 (B) 5 (C) 6 (D) 7
37. 有關應用幾何畫法的敘述,下列何者正確? (A)圓柱上之螺旋線是斜面原理的應用 (B)一點保持一定方向運動,其形成的軌跡為圓 (C)橢圓上任一點至二焦點距離之和,等於長軸與短軸之和 (D)一直線與一圓相切,切點和圓心之連線與該直線的夾角為120°
38. 下列何者為正確的正投影三視圖(第三角法)? (A)(B) (C) (D)
39. 圖面上如有多種線條重疊時,其繪製之優先次序為何? (A)輪廓線>剖面線>隱藏線>中心線>尺度線 (B)輪廓線>中心線>剖面線>尺度線>隱藏線 (C)輪廓線>尺度線>隱藏線>剖面線>中心線 (D)輪廓線>隱藏線>中心線>尺度線>剖面線
40. 如圖(二)所示,立方體之六面展開圖,下列何者正確?
(A) (B) (C) (D)
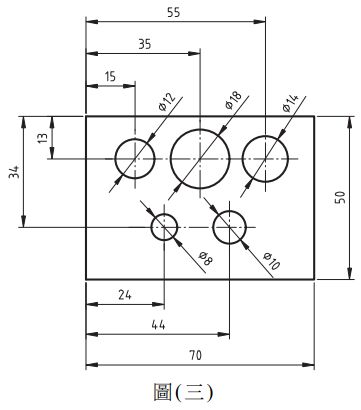
41. 如圖(三)所示,標註尺度中,屬於位置尺度的共有幾個?
(A) 6 (B) 7 (C) 8 (D) 9
42. 根據CNS規範繪製工程製圖尺度標註,下列何者正確? (A) (B) (C) (D)
43. 有關工程製圖的剖面視圖畫法,下列何者正確? (A) (B) (C) (D)
44. 有關剖面視圖的繪製,下列敘述何者正確? (A)局部剖面視圖中,隱藏輪廓的所有虛線通常予以省略不畫 (B)割面線乃用於呈現割面邊視圖的線,割面線必要時可配合物體形狀轉折 (C)組合件被剖切處,若遇到軸、銷、鍵、螺栓、凸緣、輪臂等,均不予剖切 (D) 移轉剖面視圖之繪製原理與旋轉剖面視圖相同,但須移出原視圖外,並以細實線表達其 輪廓
45. 有關習用畫法及尺度標註方法的敘述,下列何者正確? (A)輥紋應詳細繪製每一條紋理,且加工面係以中線表示 (B)局部視圖是用來表達視圖中並不存在之形狀、特徵與相關位置 (C)實施特殊表面處理時,以兩點粗鏈線表示該位置與範圍,並以指線說明 (D)半視圖可在對稱軸中心線兩端,以兩條平行且垂直中心線之細實線標明
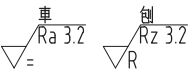
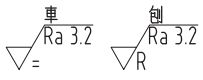
46. 若加工兩零件,零件 1 採車床進行端面加工,且輪廓算術平均粗糙度為 3.2;零件 2 採 刨床進行平面加工,且輪廓最大高度粗糙度為 3.2。則零件 1 與零件 2 表面織構符號下 列何者正確? (A) (B)(C) (D)
47. 欲車削零件2標註的內孔直徑時,若主軸轉速為1200rpm,則切削速度約為多少m/min? (設圓周率:π=3) (A) 48 (B) 78 (C) 108 (D) 138
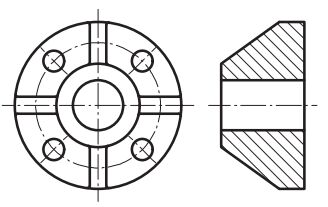
48. 如圖(四)之零件1所示,其圓錐體的小端半徑為多少mm? (A) 5 (B) 10 (C) 15 (D) 20
49. 若已製造完成之零件 2 成品四件,檢驗尺度標註為 35 的長度尺度,則下列實際尺度數值何者 不合格 ? (A) 34.950mm (B) 34.960mm (C) 34.970mm (D) 34.980mm
50. 如圖(四)所示,有關零件1與零件2的圖說,下列何者正確? (A)零件1及零件2中的尺度標註均完整 (B)零件1表面織構符號表示允許任何加工 (C)零件1與零件2中的所有公差均為雙向公差 (D)零件2中幾何公差框格第一格符號為同心度
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)①、③、⑤ (B)④、⑥、⑧ (C)③、④、⑧ (D)②、⑤、⑦
(A)①、③、⑤ (B)④、⑥、⑧ (C)③、④、⑧ (D)②、⑤、⑦ 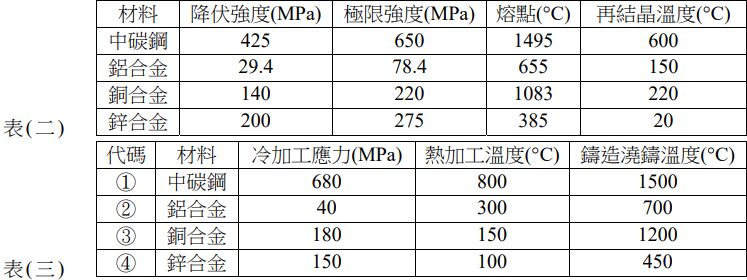 (A)① (B)② (C)③ (D)④
(A)① (B)② (C)③ (D)④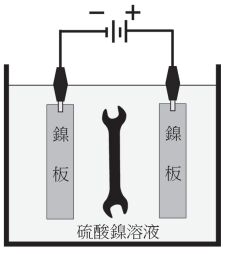 (B)
(B)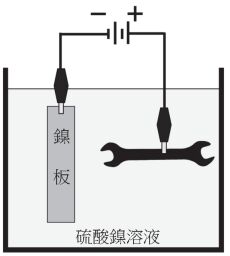 (C)
(C)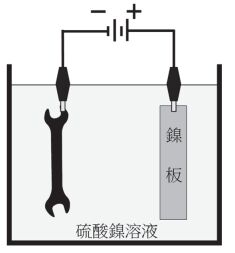 (D)
(D)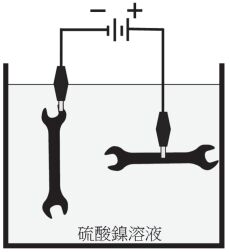
 (A) 250,24 圖(一) (B) 250,27 (C) 280,21.5 (D) 280,24
(A) 250,24 圖(一) (B) 250,27 (C) 280,21.5 (D) 280,24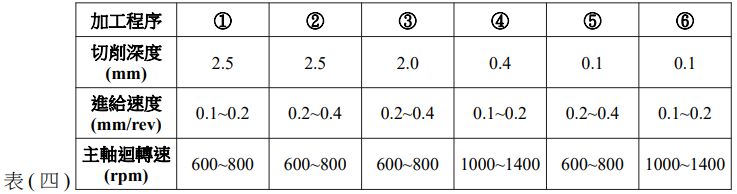 (A)②→③→④→⑥ (B)①→②→③→⑤ (C)③→②→④→⑤ (D)②→③→④→⑤
(A)②→③→④→⑥ (B)①→②→③→⑤ (C)③→②→④→⑤ (D)②→③→④→⑤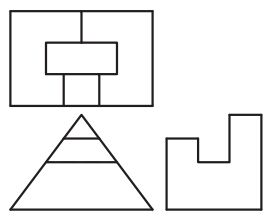 (B)
(B)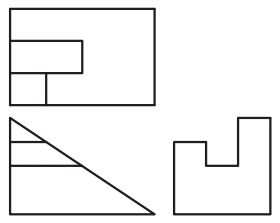 (C)
(C)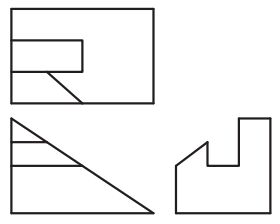 (D)
(D)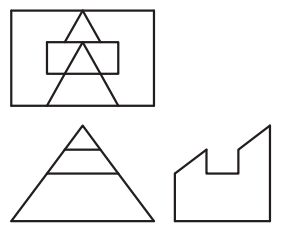
 (A)
(A)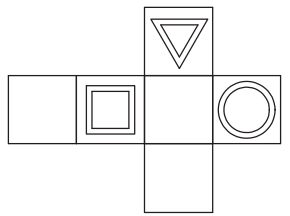 (B)
(B)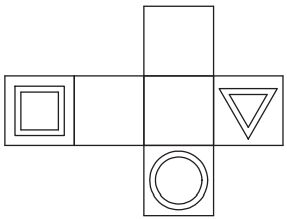 (C)
(C)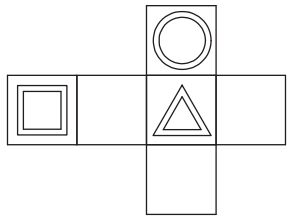 (D)
(D)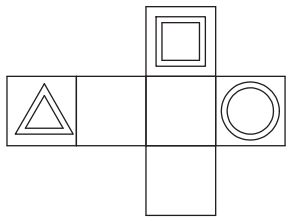
 (A) 6 (B) 7 (C) 8 (D) 9
(A) 6 (B) 7 (C) 8 (D) 9 (B)
(B)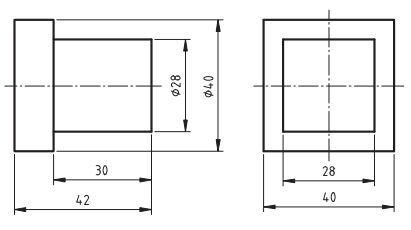 (C)
(C)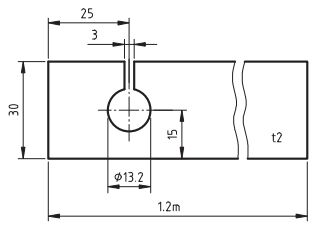 (D)
(D)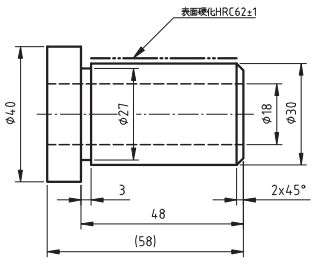
 (B)
(B) (C)
(C) 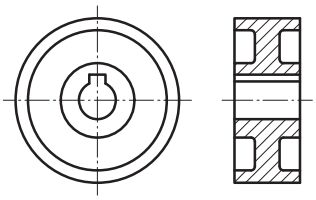 (D)
(D)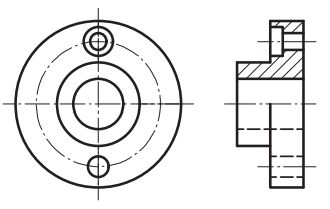
 (B)
(B)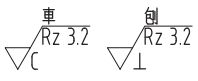 (C)
(C)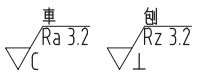 (D)
(D)