阿摩線上測驗
登入
首頁
>
技檢◆銑床-CNC 銑床-乙級
> 115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 1-50(2026/01/05 更新)#136133
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 1-50(2026/01/05 更新)#136133
科目:
技檢◆銑床-CNC 銑床-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆銑床-CNC 銑床-乙級
選擇題 (50)
1. 以直徑 16mm 之端銑刀銑削工件時,若銑削速度為 30m/min,則主轉迴轉數宜為每分鐘_______轉。 (A)460 (B)600 (C)660 (D)760
2. 銑削鑄件毛胚,較不宜用 (A)順銑法 (B)逆銑法 (C)排銑法 (D)騎銑法 。
3. 在砲塔式銑床上銑削倒角時,除了可以使用各種夾具外亦可以調整______銑削之。 (A)塔輪 (B)離合器 (C)主軸頭 (D)馬達
4. 在同一進給速度及迴轉速下,若每一刀刃的進給量愈少,則銑刀的刀刃數要 (A)愈多 (B)愈少 (C)與刀刃無關 (D)都一樣 。
5. 擬銑削尺寸為 29.7±0.10mm 的正方形柱,則此圓桿的直徑應選用 (A)33mm (B)36mm (C)39mm (D)42mm 。
6. 使用逆銑法銑削工件時,其最大的缺點為 (A)刀刃容易崩裂 (B)刀刃易磨損 (C)易產生背齒隙 (D)易產生振動 。
7. 若未獲知材質軟硬之前,其銑削速度宜以______ 試削之。(A)較快 (B)較慢 (C)先快後慢 (D)快、慢皆可
8. 銑削薄工件宜採用 (A)順銑法 (B)逆銑法 (C)騎銑法 (D)排銑法 。
9. 四刃端銑刀,其進給率為 80mm/min,轉數為 560rpm 時,則每刃的進給量為 (A)0.017mm (B)0.020mm (C)0.024mm (D)0.035mm 。
10. 設以 30m/min 之切削速度銑削不銹鋼材料,面銑刀每刃之進給量為0.1mm,外徑為 75mm,刀刃數 10 刃,則每分鐘進給率為 (A)484mm (B)381mm (C)254mm (D)127mm 。
11. 用兩刃的端銑刀銑削工件時,發現加工面上有明顯刀痕,其最大的原因為______ 所致。(A)刃口高低不平 (B)銑刀太銳利 (C)迴轉數過高 (D)迴轉數過低
12. 通常面銑刀之精銑削深度為 (A)0.05~0.1mm (B)0.3~0.5mm (C)1.0~1.5mm (D)1.5~2.0mm 。
13. 有一中碳鋼工件加工量為 6mm,以面銑刀銑削,則下列何者最適宜? (A)一次加工 6mm (B)先粗銑削 5mm,再精銑削 1mm (C)每次加工 2mm,分 3次切削 (D)先粗銑削 2 次,預留 0.5mm 精銑削 。
14. 用端銑刀銑削L形肩角時,發現側面上有一圓弧刀痕,其較可能原因為(A)進刀量太小 (B)主軸轉速太高 (C)主軸轉速太低 (D)刀具剛性不足 。
15. 下列何種車刀材料常用於鋼材工件之超精密切削? (A)碳化鎢 (B)高速鋼(C)立方晶氮化硼(CBN) (D)鑽石 。
16. 下列有關 CNC 銑床之銑削加工敘述,何者為不正確? (A)可利用 N C 程式銑削斜面 (B)操作後應將床台歸定位 (C)刀具半徑補正值不會影響工件之內徑尺寸 (D)應先決定基準面再加工 。
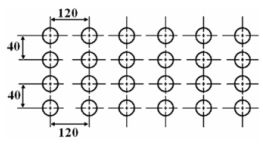
17. 在 CNC 銑床上鑽削陣列孔,其中 X 方向計有 6 個孔,間距為 120 ㎜,Y方向計有 4 個孔,間距為 40 ㎜,如下圖所示。若每鑽一孔所需時間為 5秒,且每一孔與每一孔間的移動速度為 600 ㎜/min,試估算最少的總加工時間約為
(A)2.2 min (B)3.2 min (C)4.2 min (D)5.2 min 。
18. 欲分別以直徑同為 16 ㎜的 4 刃與 6 刃端銑刀,在各不同銑削速度 24 與32 m/min 下,進行銑削工件。若 4 刃端銑刀之每刃進給量為 0.15 ㎜,計需 8min 完成第一道次銑削。若 6 刃端銑刀以每刃進給量 0.10mm 進行第二道次銑削,在不考慮其他因素下,完成銑削的所需時間為 (A)4min (B)6min (C)8min (D)10min 。
19. 使用 4 刃的面銑刀,主軸以每分鐘 250 轉銑削加工,若每一刃的銑削量為 0.2 ㎜,則銑削進給之 F 值應為 (A)50 mm/min (B)180 mm/min (C)200mm/min (D)250mm/min 。
20. 銑床主軸以 300 rpm 之轉速銑削工件,若工件進給速度為 120 ㎜/min,且每一刀刃的進給量為 0.1 ㎜,則此銑刀之刃數為 (A)2 刃 (B)4 刃 (C)5 刃(D)6 刃 。
21. 欲達成較佳的工件表面粗糙度,合適切削條件組合之選擇原則為 (A)較大進給、較小切深、較大刀鼻半徑 (B)較小進給、較小切深、較大刀鼻半徑(C)較小進給、較大切深、較大刀鼻半徑 (D)較大進給、較大切深、較小刀鼻半徑 。
22. 相同直徑之兩把面銑刀,若選用相同的轉速及進給率,但是其中之 A 銑刀刃數多於 B 銑刀刃數,則每一刀刃的進給量應為 (A)A>B (B)A<B (C)A=B (D)A≧B 。
23. 下列材料 A:低碳鋼,B:中碳鋼,C:鑄鋼,D:黃銅,其銑削速度由小到大之排列為 (A)A<B<C<D (B)B<C<D<A (C)C<B<A<D (D)D<A<B<C 。
24. 下列有關銑削之敘述,何者正確? (A)端銑刀的徑向隙角會影響切削力(B)在各種切削參數中,切削速度對刀具溫度上升的影響最大 (C)T 槽銑刀和半圓鍵銑刀間的不同點是前者沒有側刀刃 (D)切屑的顏色、形狀及加工面粗糙度等情況無法協助判定刀具壽命 。
25. 下列敘述何者不正確? (A)CNC 銑床之快速進給速度應包含加速、等速及減速 (B)加工凹槽之寬度小於兩倍刀具半徑,補正時會造成過切現象 (C)CNC 銑床銑削加工前,需確認刀具的安全銑削高度及範圍 (D)CNC 銑床以程式執行銑削加工中,若欲變換主軸轉速,必須停機修改程式中的 S值 。
26. CNC 銑床在 XY 平面上銑削 2D 平行溝槽,若產生不平行現象時,較可能的原因是 (A)程式座標不正確 (B)補正方向錯誤 (C)進給不當 (D)未使用切削劑 。
27. 程式 G91 G01 X50.0 Y100.0 Z-100.0 F100;,若進給調整鈕設定為100%,則 Z 軸方向的進給率約為 (A)100 ㎜/min (B)85 ㎜/min (C)65 ㎜/min(D)50 ㎜/min 。
28. 面銑刀若有 10 個刀片、轉速 120rpm、進給率 20mm/s,則每刃進給為(A)1mm/刃 (B)1.2mm/刃 (C)3.6mm/刃(D)7.2mm/刃 。
29. 若主軸轉速為 200rpm,在 CNC 銑床上攻製 M10×1.5 螺紋,則進給率 F為 (A)1.5mm/min (B)150mm/min (C)200mm/min (D)300mm/min 。
30. 銑削進給率公式 F=Ft‧T‧N,中之”T”為 (A)銑刀每分鐘的進給量 (B)銑刀每分鐘每刃的進給量 (C)銑刀的刀刃數 (D)銑刀每一迴轉每刃的進給量 。
31. 銑削時,若增加銑削深度,則其進給率宜 (A)增快 (B)降低 (C)不變 (D)按比例增加 。
32. 一般直徑相同之端銑刀,適合於重銑削者為 (A)較多刀刃數 (B)較小螺旋角 (C)較少刀刃數,較大螺旋角 (D)較多刀刃數,較小螺旋角 。
33. 銑床主軸轉速之決定,不考慮下列何種條件? (A)銑刀材質 (B)工件材質(C)銑刀直徑 (D)工件尺寸 。
34. 工件為獲得較佳之表面粗糙度,銑削條件宜選擇 (A)刃數少、進給快 (B)刃數多、進給慢 (C)刃數少、進給慢 (D)刃數多、進給快 。
35. 在同一進給率及迴轉速下,若銑刀的刀刃數愈多,則每一刀刃的進給量(A)愈多 (B)愈少 (C)與迴轉數無關 (D)與刀刃數無關 。
36. 銑削加工在下述何者情況下,應降低銑削速度 (A)精加工時 (B)銑刀切刃已磨耗但尚堪用時 (C)不考慮銑刀壽命時 (D)工件材質較軟時 。
37. 銑削脆性材料時,易造成其崩裂,下列何者為最可能之原因? (A)進給太快 (B)進給太慢 (C)切削深度太小 (D)使用切削液 。
38. 直線銑削時,若 X 與 Y 軸之移動速率分量皆為 20mm/min,則切削進給率約為 (A)14mm/min (B)20mm/min (C)28mm/min (D)40mm/min 。
39. 直刃側銑刀的刃寬 12mm,若每刃進給 0.08mm,刃數 20,轉速100rpm,則其進給率為 (A)64mm/min (B)120mm/min (C)160mm/min (D)240mm/min 。
40. 用套殼端銑刀在臥式銑床上銑削側面,其銑刀軸應使用 (A)A (B)B (C)C(D)D 型。
41. 面銑刀精銑削的切削深度宜為 (A)0.05mm (B)0.3mm (C)1mm (D)2mm 。
42. 銑削大斜面通常用 (A)端銑刀 (B)側銑刀 (C)面銑刀 (D)角度銑刀 。
43. 下列何者不適合作淺切削? (A)精加工 (B)要求表面粗糙度較佳者 (C)發生振顫 (D)表面有黑皮 之工件。
44. 兩刃端銑刀之軸向切削深度,一般不可超過直徑的 (A)1 (B)1.5 (C)2 (D)2.5倍 。
45. 在臥式銑床上銑削階梯時,下列何種刀具效率最高? (A)平銑刀 (B)面銑刀 (C)端銑刀 (D)側銑刀 。
46. 下列何者可防止由於刃口積屑而產生的表面刮痕? (A)減少刀刃數 (B)增加進給量 (C)加切削劑 (D)提高轉速 。
47. 銑削一斜度 1/25 之工件,旋轉虎鉗以量表校正固定鉗口,若床台移動量60mm,則量表測頭應伸縮 (A)2.4mm (B)2.8mm (C)3.0mm (D)3.2mm 。
48. 銑刀要能夠正常的切削,而且不會發生振顫,應選擇較大之 (A)切入角(B)直徑 (C)進給量 (D)切削深度 。
49. 若銑床剛性不足可以考慮 (A)減少銑刀刃數 (B)減少進給量及切削深度 (C)增加銑刀刃數 (D)提高轉速,增加進給量 。
50. 使用面銑刀之直徑受下列何者限制? (A)銑床剛性 (B)銑刀刃數 (C)銑削方向 (D)切削深度 。
申論題 (0)
相關試卷
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 06:傳統銑床、CNC銑床-故障排除及機具維護 51-76(2026/01/05 更新)#136141
115年 · #136141
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 06:傳統銑床、CNC銑床-故障排除及機具維護 1-50(2026/01/05 更新)#136140
115年 · #136140
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 51-85(2026/01/05 更新)#136139
115年 · #136139
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 1-50(2026/01/05 更新)#136138
115年 · #136138
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 201-247(2026/01/05 更新)#136137
115年 · #136137
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 151-200(2026/01/05 更新)#136136
115年 · #136136
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 101-150(2026/01/05 更新)#136135
115年 · #136135
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 51-100(2026/01/05 更新)#136134
115年 · #136134
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 03:工件夾持及校正及傳統銑床、CNC銑床-刀具選用及裝卸 101-130(2026/01/05 更新)#136132
115年 · #136132
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 03:工件夾持及校正及傳統銑床、CNC銑床-刀具選用及裝卸 51-100(2026/01/05 更新)#136131
115年 · #136131
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)2.2 min (B)3.2 min (C)4.2 min (D)5.2 min 。
(A)2.2 min (B)3.2 min (C)4.2 min (D)5.2 min 。