阿摩線上測驗
登入
首頁
>
技檢◆銑床-CNC 銑床-乙級
> 115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 1-50(2026/01/05 更新)#136138
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 1-50(2026/01/05 更新)#136138
科目:
技檢◆銑床-CNC 銑床-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆銑床-CNC 銑床-乙級
選擇題 (50)
1. 採用座標法,在傳統銑床上以直徑 16 ㎜端銑刀的圓柱面銑削半徑 12 ㎜的外圓弧,當刀具從 0 度移至 2 度時,X 軸移動量為_______mm。(sin2°=0.03490, cos2°=0.99939, tan2°=0.03492) (A)0.060 (B)0.048 (C)0.024 (D)0.012
2. 分度盤可配合下列何種工具機可加工平板凸輪的輪廓? (A)牛頭鉋床 (B)立式銑床 (C)車床 (D)鑽床 。
3. 分度盤的手輪與盤面迴轉速比為 (A)90:1 (B)1:90 (C)40:1 (D)1:40 。
4. 有一正三角形之板狀工件,其邊長為 112mm,擬將該工件之各頂角銑削成半徑 10mm 的外圓弧,則各圓弧頂至對應之各底邊距離約為 (A)56mm(B)67mm (C)77mm (D)87mm 。
5. 採用座標法以直徑 20mm 端銑刀,銑削一直徑 32mm 之外圓弧,當刀具由0 度移至 5 度,Y 軸的移動量為 (A)2.266mm (B)25.9106mm (C)2.2747mm (D)297.1814mm 。
6. 採用座標法,在傳統銑床上以端銑刀的圓柱面銑削外圓弧時,分點數的多寡與加工後的輪廓粗糙度之關係為點數愈多 (A)愈粗糙 (B)愈光滑 (C)粗糙度維持定值 (D)與粗糙度無相關 。
7. 採用座標法,在傳統銑床上以端銑刀的圓柱面銑削外圓弧時,分點數的多寡與進給量之關係為點數愈多 (A)進給少 (B)進給多 (C)進給量不變 (D)與進給無相關 。
8. 在傳統銑床上銑削半徑為 10 ㎜的內圓弧如下圖所示,則選用的刀具直徑為
(A)10 ㎜ (B)20 ㎜ (C)30 ㎜ (D)40 ㎜ 。
9. 在傳統銑床銑削外圓角,宜採用下列何種刀具? (A)端銑刀 (B)面銑刀 (C)成形銑刀 (D)側銑刀 。
10. 欲得精確的孔徑且該孔不適合鉸孔時,宜採用下列何種刀具? (A)端銑刀(B)面銑刀 (C)鑽頭 (D)搪孔刀 。
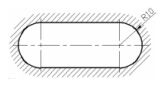
11. 在傳統銑床上銑削圓弧狀溝槽如下圖所示,宜配合使用
(A)正弦虎鉗 (B)轉盤 (C)V 枕 (D)千斤頂 。
12. 在傳統銑床上銑削平板凸輪,下列何者宜配合使用 (A)分度頭 (B)角板 (C)萬能虎鉗 (D)雞心夾頭 。
13. 在傳統銑床加工時,下列銑削工作何者不須成形銑刀? (A)銑齒輪 (B)銑鏈輪 (C)倒圓角 (D)鑽孔 。
14. 欲銑削無移位的平齒輪,若其模數為 2.0 ㎜,齒數為 20,則胚料外徑為(A)30 ㎜ (B)40 ㎜ (C)44 ㎜ (D)50 ㎜ 。
15. 傳統銑床的分度頭,其蝸桿與蝸輪的速比為 (A)1:9 (B)9:1 (C)1:40 (D)40:1 。
16. 銑削鑽頭的螺旋溝槽可在下列何種銑床加工? (A)立式銑床 (B)臥式銑床 (C)萬能銑床 (D)龍門銑床 。
17. 銑削模數 2.0 無移位的平齒輪時,切削深度為 (A)2.0 ㎜ (B)4.314 ㎜ (C)5.314 ㎜ (D)6.314 ㎜ 。
18. 使用 B&S 分度頭,欲作 13 等分工作,應選則那一片分度板? (A)第 1 片(B)第 2 片 (C)第 3 片 (D)自製分度板 。(第 1 片:15 16 17 18 19 20,第 2片:21 23 27 29 31 33,第 3 片:37 39 41 43 47 49)
19. 使用 B&S 分度頭,欲作 14 等分工作,應選則那一片分度板? (A)第 1,2片皆可 (B)第 2,3 片皆可 (C)第 1,3 片皆可 (D)第 1,2,3 片皆可 。(第 1 片:1516 17 18 19 20,第 2 片:21 23 27 29 31 33,第 3 片:37 39 41 43 4749)
20. 比較模數 1 ㎜與 5 ㎜的齒輪 (A)前者齒形較小 (B)後者齒形較小 (C)前者節圓直徑較大 (D)後者節圓直徑較大 。
21. 在傳統銑床上利用分度盤銑削圓弧溝槽,如下圖所示,將工件固定在分度盤的內容不包括
(A)調整工件底邊平行 X 軸 (B)鎖緊分度盤的盤面 (C)使工件的圓弧中心對正分度盤中心 (D)調整工件垂直中心線平行 Y 軸 。
22. 通常在傳統銑床上的倒角的方法不包括 (A)將工件上在 V 枕上,以虎鉗夾持工件 (B)使用倒角刀 (C)虎鉗旋轉 45° (D)使用座標法沿著倒角面切削 。
23. 銑削通過任意兩點之圓弧程式,對於半徑 R 的敘述,下列何者不正確?(A)圓心角小於 180°時,R 為正值 (B)圓心角等於 180°時,R 為正值 (C)圓心角大於 180°時,R 為負值 (D)圓心角與 R 值無關 。
24. 下列何種切削需考慮工件圓弧半徑不得小於刀具半徑? (A)切削外圓弧 (B)切削內圓弧 (C)切削外角隅 (D)與切削型式無關 。
25. 銑削後外形尺寸偏大,其程式中有 G43 H01; G41 D02;,則應修改 (A)G43為 G44 (B)G41 為 G42 (C)H01 之資料 (D)D02 之資料 。
26. 程式 G91 G00 G45 X-5.0 D01;,若 D01 設定為-5.0,則結果為 X 軸移動(A)-15.0mm (B)-10.0mm (C)-5.0mm (D)0mm 。
27. 若用 R 值指令銑削圓心角大於 180°的圓弧時,R 值為 (A)負值 (B)正值 (C)正負值皆可 (D)不須標註 。
28. 銑削 YZ 平面之圓弧須使用指令 (A)G17 (B)G18 (C)G19 (D)G20 。
29. G19 G03 X_ Y_ Z_ J20.0 F_; 的刀具路徑為 (A)ψ40 圓 (B)螺旋 (C)一點 (D)直線 。
30. G17 G01 G41 X100. D01 F250; ,程式中的刀具補正值須輸入在 (A)G17 (B)G41 (C)I20.0 (D)D01 。
31. 刀具路徑如下圖所示,則補正指令為
(A)G40 (B)G41 (C)G42 (D)G43 。
32. 下列敘述何者錯誤? (A)指令 G18 為選擇 ZX 平面 (B)G41 為左補正 (C)G02為反時針銑削 (D)圓弧切削的 R 值亦可以 I、J 代替 。
33. 曲面上凸部份的最小曲率半徑為 3mm,最大為 10mm,下凹部份的最小曲率半徑為 8mm,最大為 20mm。若欲精加工此曲面,則可選用最大的球刀半徑為 (A)3mm (B)8mm (C)10mm (D)20mm 。
34. 以球刀中心執行下列程式 O123; G40 G49 G80; S1000 M03;G91 G00 Z-50.0; G01 Z-10.0 F100;N10 G18 G02 X100.0 I50.0; G01 X0.1 Y1.0; G03 X-100.2 I-50.1; G01 X-0.1 Y1.0;G02 X100.4 I50.2; G01 X0.1 Y1.0; G03 X-100.6 I-50.3; G01 X-0.1 Y1.0;G02 X100.8 I50.4; G01 X0.1 Y1.0; G03 X-101.0 I-50.5; G01 X-0.1 Y1.0;G02 X101.2 I50.6; G01 X0.1 Y1.0; G03 X-101.4 I-50.7; G01 X-0.1 Y1.0;G02 X101.6 I50.8; G01 X0.1 Y1.0; G03 X-101.8 I-50.9;G00 Z50.0; M30;,執行結果為 (A)在 YZ 平面上銑削圓弧 (B)刀具路徑形成半圓錐面 (C)刀具路徑形成直紋曲面 (D)以球刀刀端點之路徑為半圓錐面 。
35. 加工掃掠曲面(Swept surface) 的 NC 程式,採用何種方式製作較方便?(A)人工計算刀具路徑座標,手寫方式製作 NC 程式 (B)使用 2D 電腦繪圖軟體求得刀具路徑座標,手寫方式製作 NC 程式 (C)使用 CAD/CAM 軟體製作 NC 程式 (D)使用 CAE 軟體製作 NC 程式 。
36. 以直線指令方式製作曲面的 NC 程式,下列何者較有效率? (A)手工計算座標點,手寫 NC 程式 (B)以計算器算點座標,手寫 NC 程式 (C)以 CAD 軟體繪製曲面,以 CAM 軟體製作 NC 程式 (D)以 CAE 軟體製作 NC 程式 。
37. 一般狀況下,粗削曲面採用下列何種銑刀效率較佳? (A)面銑刀 (B)平口端銑刀 (C)球刀 (D)錐狀球刀 。
38. 通過數點能產生幾種曲線? (A)1 種 (B)2 種 (C)3 種 (D)多種 。
39. 欲在球面上刻字,先求得 2D 的刻字刀具路徑,再以 2D 路徑點的 X、Y座標對應在球面上的 Z 座標,此操作觀念稱為 (A)直紋 (B)掃掠 (C)投影 (D)旋轉 。
40. 如下圖所示,使用圓弧指令銑削曲面,下列何種方式較佳?
(A)用控制器補正方式,以圓弧 A、圓弧 B 所形成的曲面為範圍製作程式,使用球刀加工 (B)用控制器補正方式,以圓弧 A、圓弧 B 向 Z 方向加刀具半徑之尺寸求出補正曲面製作程式,使用球刀加工 (C)不使用控制器補正,以圓弧A、圓弧 B 所形成的曲面向法線方向求出補正曲面製作程式,使用球刀加工 (D)以用控制器補正方式,以圓弧 A、圓弧 B 所形成的曲面範圍製作程式,使用平口端銑刀 。
41. 如下圖所示,使用圓弧指令銑削曲面,下列何種刀具較適合?
(A)平口端銑刀 (B)球刀 (C)圓角端銑刀 (D)錐形端銑刀 。
42. 如下圖,精銑削曲面部分,使用下列何種刀具較適合?
(A)平口端銑刀 (B)球刀 (C)圓角端銑刀 (D)錐形端銑刀 。
43. 以 G01 的方式沿軸心方向精銑削橫臥之外半圓柱面時,優先採用何種銑刀? (A)平銑刀 (B)T 槽銑刀 (C)球刀 (D)錐形球刀 。
44. 以 G01 方式切削曲面,其弦高誤差值是指 (A)最大容許誤差 (B)最小容許誤差 (C)平均容許誤差 (D)最大平均誤差的平方根 。
45. 以 G01 加工曲面的刀具路徑,如果 CNC 銑床的預讀能力(Buffer)及計算速度不足,下列敘述何者正確? (A)給予適當的誤差及 G19,平行於 XZ 平面的路徑可重整為圓弧(G02, G03)路徑 (B)短距離的刀具路徑不會造成進給率降低 (C)給予適當的誤差,所有的刀具路徑可重整為圓弧(G02,G03)路徑(D)短距離的刀具路徑會造成機器抖動 。
46. 銑削 25 ㎜×25 ㎜外形輪廓,程式為 G90 G01 G42 X0 Y0 D01 F100;而接續的單節不正確的是 (A)G91 X25.0;Y25.0;X-25.0;Y-25.0; (B)G91 X-25.0;Y-25.0;X25.0;Y25.0; (C)G91 Y-25.0;X25.0;Y25.0;X-25.0;(D)G91 Y25.0;X25.0;Y-25.0;X-25.0; 。
47. 如下圖所示,10 ㎜球刀之中心在半圓球曲面上,若半圓球的中心座標(0,0,0),半徑 20 ㎜,當球刀中心座標移至 X= -10.0,Y=12.0,則其 Z 座標值為
(A)
(B)
(C)
(D)
。
48. 執行程式 G91 G01 X50.0 Y100.0 Z150.0 F80 ; 刀具在 Z 方向移動 100mm時,X 方向移動量計算式為 (A)
(B)
(C)
(D)
。
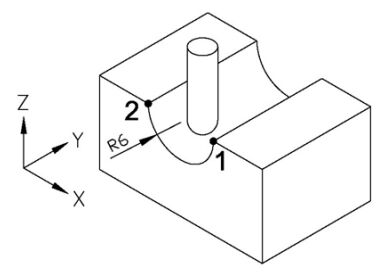
49. 如下圖以 R2 球銑刀銑削圖示半圓槽,在不啟動刀徑補正下,由點 1→點2 之球刀中心路徑程式為
(A)G91 G18 G02 X-12.0 R6.0; (B)G91 G18 G03X-12.0 R6.0; (C)G91 G18 G02 X-8.0 R4.0; (D)G91 G18 G03 X-8.0R4.0; 。
50. 如下圖所示,刀尖自 A 點逆時鐘之全圓銑削路徑程式為
(A)G03 I5.0; (B)G03 J5.0; (C)G03 I-5.0; (D)G03 J-5.0; 。
申論題 (0)
相關試卷
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 06:傳統銑床、CNC銑床-故障排除及機具維護 51-76(2026/01/05 更新)#136141
115年 · #136141
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 06:傳統銑床、CNC銑床-故障排除及機具維護 1-50(2026/01/05 更新)#136140
115年 · #136140
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 51-85(2026/01/05 更新)#136139
115年 · #136139
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 201-247(2026/01/05 更新)#136137
115年 · #136137
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 151-200(2026/01/05 更新)#136136
115年 · #136136
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 101-150(2026/01/05 更新)#136135
115年 · #136135
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 51-100(2026/01/05 更新)#136134
115年 · #136134
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 1-50(2026/01/05 更新)#136133
115年 · #136133
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 03:工件夾持及校正及傳統銑床、CNC銑床-刀具選用及裝卸 101-130(2026/01/05 更新)#136132
115年 · #136132
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 03:工件夾持及校正及傳統銑床、CNC銑床-刀具選用及裝卸 51-100(2026/01/05 更新)#136131
115年 · #136131
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)10 ㎜ (B)20 ㎜ (C)30 ㎜ (D)40 ㎜ 。
(A)10 ㎜ (B)20 ㎜ (C)30 ㎜ (D)40 ㎜ 。 (A)正弦虎鉗 (B)轉盤 (C)V 枕 (D)千斤頂 。
(A)正弦虎鉗 (B)轉盤 (C)V 枕 (D)千斤頂 。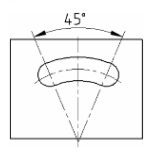 (A)調整工件底邊平行 X 軸 (B)鎖緊分度盤的盤面 (C)使工件的圓弧中心對正分度盤中心 (D)調整工件垂直中心線平行 Y 軸 。
(A)調整工件底邊平行 X 軸 (B)鎖緊分度盤的盤面 (C)使工件的圓弧中心對正分度盤中心 (D)調整工件垂直中心線平行 Y 軸 。 (A)G40 (B)G41 (C)G42 (D)G43 。
(A)G40 (B)G41 (C)G42 (D)G43 。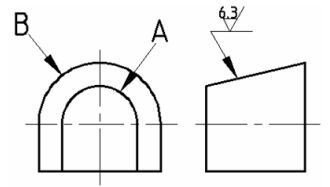 (A)用控制器補正方式,以圓弧 A、圓弧 B 所形成的曲面為範圍製作程式,使用球刀加工 (B)用控制器補正方式,以圓弧 A、圓弧 B 向 Z 方向加刀具半徑之尺寸求出補正曲面製作程式,使用球刀加工 (C)不使用控制器補正,以圓弧A、圓弧 B 所形成的曲面向法線方向求出補正曲面製作程式,使用球刀加工 (D)以用控制器補正方式,以圓弧 A、圓弧 B 所形成的曲面範圍製作程式,使用平口端銑刀 。
(A)用控制器補正方式,以圓弧 A、圓弧 B 所形成的曲面為範圍製作程式,使用球刀加工 (B)用控制器補正方式,以圓弧 A、圓弧 B 向 Z 方向加刀具半徑之尺寸求出補正曲面製作程式,使用球刀加工 (C)不使用控制器補正,以圓弧A、圓弧 B 所形成的曲面向法線方向求出補正曲面製作程式,使用球刀加工 (D)以用控制器補正方式,以圓弧 A、圓弧 B 所形成的曲面範圍製作程式,使用平口端銑刀 。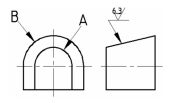 (A)平口端銑刀 (B)球刀 (C)圓角端銑刀 (D)錐形端銑刀 。
(A)平口端銑刀 (B)球刀 (C)圓角端銑刀 (D)錐形端銑刀 。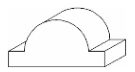 (A)平口端銑刀 (B)球刀 (C)圓角端銑刀 (D)錐形端銑刀 。
(A)平口端銑刀 (B)球刀 (C)圓角端銑刀 (D)錐形端銑刀 。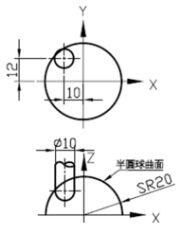 (A)
(A)  (B)
(B) (C)
(C) (D)
(D)  。
。 (B)
(B) (C)
(C)  (D)
(D) 。
。 (A)G91 G18 G02 X-12.0 R6.0; (B)G91 G18 G03X-12.0 R6.0; (C)G91 G18 G02 X-8.0 R4.0; (D)G91 G18 G03 X-8.0R4.0; 。
(A)G91 G18 G02 X-12.0 R6.0; (B)G91 G18 G03X-12.0 R6.0; (C)G91 G18 G02 X-8.0 R4.0; (D)G91 G18 G03 X-8.0R4.0; 。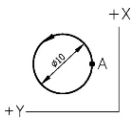 (A)G03 I5.0; (B)G03 J5.0; (C)G03 I-5.0; (D)G03 J-5.0; 。
(A)G03 I5.0; (B)G03 J5.0; (C)G03 I-5.0; (D)G03 J-5.0; 。