阿摩線上測驗
登入
首頁
>
技檢◆金屬成形-乙級
> 115年 - 21400 金屬成形 乙級 工作項目 05:彎曲成形 51-80(2026/01/12 更新)#136730
115年 - 21400 金屬成形 乙級 工作項目 05:彎曲成形 51-80(2026/01/12 更新)#136730
科目:
技檢◆金屬成形-乙級 |
年份:
115年 |
選擇題數:
30 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆金屬成形-乙級
選擇題 (30)
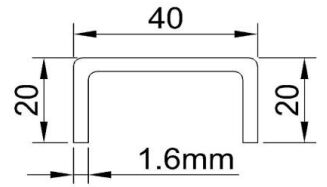
51. 如下圖,厚度 1.6mm 鋼板,使用 CNC 折床單邊伸長量為 1.4mm 之材料,兩邊作直角折彎,則其展開總長為
(A)70.4mm (B)72.4mm (C)73.4mm(D)74.4mm 。
52. 如下圖,厚度 1.6mm 鋼板,使用 CNC 折床單邊伸長量為 1.4mm 之材料,成形前其展開總長為
(A)84.4mm (B)82.4mm (C)80.4mm (D)79.4mm 。
53. 如下圖,厚度 1.6mm 鋼板,使用 CNC 折床單邊伸長量為 1.4mm 之材料,成形前其展開總長為
(A)48.6mm (B)48.4mm (C)48.2mm (D)48mm 。
54. 如下圖,厚度 1.6mm 鋼板,使用 CNC 折床單邊伸長量為 1.4mm 之材料,製作 30mm 之邊緣,則 CNC 折床後導規調整的距離為
(A)30mm (B)28.6mm (C)28mm (D)26.8mm 。
55. 如下圖,厚度 1.6mm 鋼板,使用 CNC 折床彎折伸長量為 1.4mm 之材料,折完 20mm 凸緣後,再彎折中間 25mm 寬度時,則 CNC 折床後導規調整的距離為
(A)23.6mm (B)23.4mm (C)23.2mm (D)23mm 。
複選題
56. 彎折一個邊長 80mm×120mm、高度 30mm 的長方盒,為求快速而不更換刀具,其彎折順序可為 (A)短邊短邊長邊長邊 (B)長邊長邊短邊短邊 (C)長邊短邊長邊短邊 (D)短邊長邊短邊長邊 。
複選題
57. 彎曲作業中,常發生下列哪些問題? (A)裂痕 (B)彈回 (C)軟化 (D)反彎 。
複選題
58. 下列哪些選項,屬於彎曲加工? (A)沖孔 (B)折摺 (C)沖壓 (D)滾圓 。
複選題
59. 可以折摺箱形工作物的板金機械有 (A)油壓折床 (B)盤盒折摺機 (C)桿型折摺機 (D)標準折摺機 。
複選題
60. 欲以板厚為 1.6mm 之軟鋼板,滾製一外徑為 100mm 之圓筒時,有關材料展開長度,下列敘述哪些正確? (A)材料長為 314mm (B)材料長度之計算方式為(外徑-板厚)×π (C)材料長度為 309mm (D)材料長度之計算方式為外徑×π 。
複選題
61. 欲以板厚為 1.2mm 之軟鋼板,滾製一內徑為 100mm 之圓筒時,有關材料長度,下列敘述哪些正確? (A)材料長為為 314mm (B)材料長度之計算方式為(內徑+板厚)×π (C)材料長度為 317.8mm (D)材料長度之計算方式為內徑×π 。
複選題
62. 有關彎曲加工,下列敘述哪些正確? (A)彎折內側因壓縮應力而擠縮 (B)彎折外側因拉張應力而延伸 (C)製作圓筒工件時,以板厚中心為未受壓縮或拉張應力影響的位置 (D)直角折摺加工時,不論板厚材料長度不變的位置均在板厚中心 。
複選題
63. 有關板材方向性,下列敘述哪些正確? (A)板金材料通常經軋延機在一定方向、連續多次的壓延而成 (B)彎折線與壓延方向垂直較佳 (C)彎折線與壓延方向平行時較佳 (D)製作箱形工件時,為避免板材方向性問題的影響,應將彎折線設計在壓延方向 45 度的位置 。
複選題
64. 有關止裂孔,下列敘述哪些正確? (A)止裂孔是為了防止應力集中而產生板材破裂現象 (B)不論材料厚薄都有應力集中現象,都需要有止裂孔之設計 (C)止裂孔直徑需大於或等於最小彎曲半徑的 1.4 倍 (D)材料厚度在0.6~1.6mm 時,止裂孔徑建議為 3.0mm 。
複選題
65. 彎曲加工的彈回量與下列哪些有關? (A)加工長度 (B)板材材質 (C)板材厚度 (D)彎曲半徑 。
複選題
66. 彎曲加工時,減少彈回量的可行方法有 (A)使用液壓折床以長時間之加工方法 (B)選用彎曲半徑小的上模 (C)施以較高的加壓力 (D)將 V 型模的角度改大 。
複選題
67. 有關彈回量,下列敘述哪些彈回量大? (A)材質和彎曲半徑相同條件下,板厚較厚者 (B)抗拉強度、彈性限度大的材料 (C)板厚和彎曲半徑相同時,彎曲角度小者 (D)材質及板厚相同條件下,彎曲半徑大者 。
複選題
68. NC 油壓折床的形式甚多,其主要規格是以下列哪些為主? (A)下死點最大加壓能力 (B)機台的總重量 (C)可彎曲的最長尺寸 (D)可彎曲的最大厚度 。
複選題
69. NC 油壓折床的安全操作下列哪些正確? (A)儘量在機械的中央彎曲加工以防偏心負荷 (B)經常保持機身清潔與潤滑 (C)模具與材料厚度之配合不須挑選 (D)上下模具的裝配要平行且兩模定心(centering)要正確 。
複選題
70. NC 油壓折床模具的維護哪些正確? (A)模具使用應左右輪流安排使用 (B)不讓模具生鏽且經常保養上防鏽油或黃油 (C)為方便使用模具可持續使用相同折曲位置 (D)模具放在機械附近的模具收藏箱內以方便取用 。
複選題
71. 下列哪些材料不可以在標準折摺機彎折加工? (A)2mm 以下的扁鐵 (B)2mm 以下的鐵板 (C)3mm 以下的圓鐵條 (D)3mm 以下的方鐵條 。
複選題
72. NC 油壓折床彎折厚度 3mm 以下的鐵板,其 V 形下模寬度的選取,約為鐵板厚度的幾倍? (A)6 倍 (B)7 倍 (C)8 倍 (D)9 倍 。
複選題
73. 有關標準折摺機的操作下列敘述哪些正確? (A)折摺機的夾持手柄是靠偏心作用來作用的 (B)彎折工件時可以,加套管加長手柄長度較為省力 (C)操作時要留意平衡錘附近是否有人 (D)頂葉板與折摺板間的退度(間隙)不需調整,隨時可用 。
複選題
74. 有關盤盒折摺機的操作下列敘述哪些正確? (A)拆卸的折摺塊擺放機台上取用較方便 (B)使用 2 塊以上折摺塊時刀口部分應保持一直線並確實裝緊(C)盤盒折摺機不可彎曲圓形鐵材 (D)調整退度時折摺塊刀口可以超過折摺葉邊緣以獲得美觀的彎折線 。
複選題
75. 使用 NC 油壓折床時,應考慮的折曲加工條件有哪些? (A)材料的厚度與材質 (B)使用的模具 (C)彎折長度 (D)折曲角度 。
複選題
76. 有關盤盒折摺機下列敘述哪些正確? (A)盤盒折摺機係因其折摺塊由不同尺寸組合成而得名 (B)盤盒折摺機可以使用鐵槌敲打折摺塊使刀口保持一直線以確保彎曲品質 (C)盤盒折摺機彎曲鋁板時其退度應較彎曲鐵板時為大 (D)盤盒折摺機具備標準折摺機之功用 。
複選題
77. 有關 NC 油壓折床,下列敘述哪些正確? (A)油壓折床的模具均為上下成對組合而成 (B)油壓折床彎折作業時應考慮彎折順序 (C)油壓折床彎曲能力之基準材質為中碳鋼板及 90 ゚ V 形彎曲為準 (D)儘可能在折床的中央位置彎曲加工以防止偏心負荷現象 。
複選題
78. 有關油壓折床,下列敘述哪些正確? (A)模具的費用較高 (B)製品精度佳(C)作動的控制開關一般採用按鈕式 (D)3mm 鐵板彎折時挑選 6~8 倍板厚的 V 形下模槽寬 。
複選題
79. NC 油壓折床的的機架製成 C 型,有下列哪些因素? (A)彎曲後的製品方便取出 (B)造型美觀 (C)增加或改善彎曲模具的左右端作業性 (D)機架的結構強度較強 。
複選題
80. 使用 NC 折床作彎曲加工時,應注意的事項有 (A)使用正確的模具,且常保持其精確度 (B)上模下模的裝配要平行 (C)儘可能在機械的中央部分施予彎曲加工,以防止偏心荷重的現象 (D)板金面上,避免有鐵銹油汙及其他異物的存在 。
申論題 (0)
相關試卷
115年 - 21400 金屬成形 乙級 工作項目 07:表面處理 1-69(2026/01/12 更新)#136733
115年 · #136733
115年 - 21400 金屬成形 乙級 工作項目 06:銲接 51-109(2026/01/12 更新)#136732
115年 · #136732
115年 - 21400 金屬成形 乙級 工作項目 06:銲接 1-50(2026/01/12 更新)#136731
115年 · #136731
115年 - 21400 金屬成形 乙級 工作項目 05:彎曲成形 1-50(2026/01/12 更新)#136729
115年 · #136729
115年 - 21400 金屬成形 乙級 工作項目 04:鉗工 1-38(2026/01/12 更新)#136728
115年 · #136728
115年 - 21400 金屬成形 乙級 工作項目 03:剪切 101-141(2026/01/12 更新)#136727
115年 · #136727
115年 - 21400 金屬成形 乙級 工作項目 03:剪切 51-100(2026/01/12 更新)#136726
115年 · #136726
115年 - 21400 金屬成形 乙級 工作項目 03:剪切 1-50(2026/01/12 更新)#136725
115年 · #136725
115年 - 21400 金屬成形 乙級 工作項目 02:識圖與製圖 51-98(2026/01/12 更新)#136724
115年 · #136724
115年 - 21400 金屬成形 乙級 工作項目 02:識圖與製圖 1-50(2026/01/12 更新)#136723
115年 · #136723
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)70.4mm (B)72.4mm (C)73.4mm(D)74.4mm 。
(A)70.4mm (B)72.4mm (C)73.4mm(D)74.4mm 。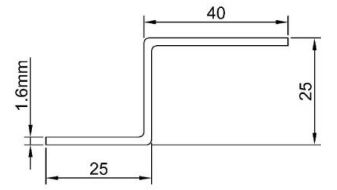 (A)84.4mm (B)82.4mm (C)80.4mm (D)79.4mm 。
(A)84.4mm (B)82.4mm (C)80.4mm (D)79.4mm 。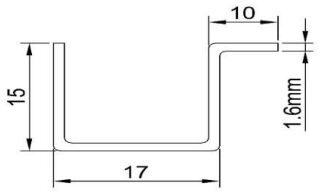 (A)48.6mm (B)48.4mm (C)48.2mm (D)48mm 。
(A)48.6mm (B)48.4mm (C)48.2mm (D)48mm 。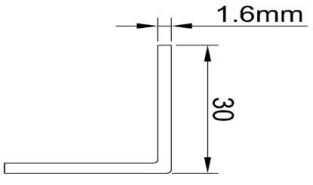 (A)30mm (B)28.6mm (C)28mm (D)26.8mm 。
(A)30mm (B)28.6mm (C)28mm (D)26.8mm 。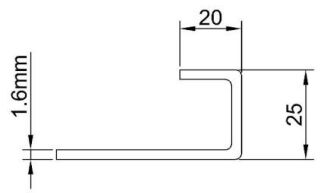 (A)23.6mm (B)23.4mm (C)23.2mm (D)23mm 。
(A)23.6mm (B)23.4mm (C)23.2mm (D)23mm 。