所屬科目:技檢◆板金-乙級
1. 所謂鑽唇角度是指_________之夾角。 (A)鑽槽與中心線 (B)二切邊 (C)切邊與中心線 (D)鑽頂與鑽槽
2. 鑽削時只有一條切屑排出,其原因可能為 (A)靜點太小 (B)工件太硬 (C)鑽唇角太小 (D)切邊不等長 。
3. 電阻點銲銲點鑽除時,若鑽頭靜點不在中心線上時,會造成 (A)孔徑較精確 (B)較易鑽削 (C)孔徑擴大 (D)孔徑變小 。
4. 一般鑽頭之鑽槽數為 (A)1 (B)2 (C)3 (D)4 。
5. 電阻點銲銲接是屬於 (A)軟銲 (B)鍛接 (C)硬銲 (D)壓接 。
6. 一般電阻點銲銲接各為 1mm 厚之材料時,其電極頭直徑應選擇_______較適當 。(A)1mm(B)3mm (C)5mm (D)7mm
7. 手電剪上下刀片間隙太小時,會造成 (A)剪不斷材料 (B)剪切速度加快 (C)降低剪斷速度 (D)不會影響 。
8. 鋼剪刃口角度約為 (A)20° (B)45° (C)65° (D)85° 。
9. 砂輪片規格 100×2.2×16AC#80,其 100 代表 (A)直徑 (B)粗度 (C)孔徑 (D)厚度 。
10. 下列何者砂輪片粒度最小? (A)#100 (B)#240 (C)#320 (D)#800 。
11. 手電剪刀刃間隙約為被剪材料厚度之 (A)1/3 (B)1/5 (C)1/10 (D)1/15 。
12. 增加鋼的淬火硬化程度之元素為 (A)鐵 (B)碳 (C)硫 (D)磷 。
13. 碳鋼進行熱處理時,下列何者須施以急冷? (A)回火 (B)退火 (C)淬火 (D)正常化 。
14. 氣壓缸尺寸應如何標示? (A)內徑×行程 (B)行程×外徑 (C)半徑×行程 (D)內徑×外徑 。
15. 使用油壓頂伸器作車身板金整形,須先找出適當的頂出點和 (A)反彈點(B)中心點 (C)收縮點 (D)支撐點 。
16. CO2 電銲銲接作業,調整 CO2 氣體流量其標準流量約 (A)1~3 公升/分(B)3~5 公升/分 (C)10~15 公升/分 (D)20~25 公升/分 。
17. CO2 電銲銲接操作,按下銲槍開關時,下列何者最先動作? (A)銲條線(B)CO2 氣體 (C)電弧 (D)銲珠 。
18. CO2 電銲作業中,氣體在高溫分解時,會產生 (A)二氧化碳 (B)氦氣和氧(C)一氧化碳和氧 (D)氬氣和氧 。
19. CO2 電銲操作時,CO2 氣體的流量太小,則銲道會 (A)變高 (B)變窄 (C)滲透淺 (D)產生氣孔 。
20. 一般氣動工具之氣壓缸使用之空氣壓力約為 (A)0.5~0.6 ㎏/㎝ 2 (B)1.5~1.6 ㎏/㎝ 2 (C)5~6 ㎏/㎝ 2 (D)15~16 ㎏/㎝ 2 。
21. 空氣壓縮機與氣壓缸之作動無關者為 (A)馬力數 (B)作動壓力 (C)吐出量 (D)廠牌 。
22. 下列何者不是砂輪的規格? (A)磨料 (B)粒度 (C)顏色 (D)結合度 。
23. 砂輪結合度標記"R"的,要比標記"K"的 (A)硬 (B)軟 (C)密 (D)疏 。
24. 下列何者不適於修整砂輪? (A)金剛石砂輪整修器 (B)碳化硼棒 (C)廢砂輪(D)星形鋼片修整器 。
25. 以砂輪機研磨車身鋼板時,下列何種狀況效率最低? (A)火花最少時 (B)轉速升高時 (C)噪音最大時 (D)砂輪大量磨耗時 。
26. 雙頭砂輪機之砂輪與工具架的距離,以不超過下列何距為宜? (A)1 ㎜ (B)3 ㎜ (C)6 ㎜ (D)8 ㎜ 。
27. 磨輪在磨削工件時磨蝕太快,其原因下列何者錯誤 (A)磨輪太軟 (B)磨輪轉速太慢 (C)磨輪面太狹 (D)磨輪太鈍 。
28. 鋼淬火硬化後具有脆性,若欲增加其韌性而再加熱之操作,稱為 (A)退火(B)回火 (C)球化處理 (D)正常化 。
29. 在砂輪上研磨鑿子,若壓力過大刀口會 (A)正常化 (B)淬火 (C)表面硬化 (D)退火 。
30. 對鋼之淬火效果最具影響之元素,莫過於 (A)硫 (B)磷 (C)碳 (D)矽 。
31. 欲消除鑄件之殘留應力,並使之軟化,以利切削加工,應進行之熱處理工作為 (A)回火 (B)淬火 (C)退火 (D)正常化 。
32. 鋼料加熱至一定溫度後,在下列何者中淬火的速度最快? (A)空氣 (B)水(C)油 (D)乾冰 。
33. 空壓機瞬間啟動時,最應注意空壓機的 (A)溫度變化 (B)壓力變化 (C)正常轉動方向 (D)調整速度 。
34. 單活塞雙動氣壓缸,外伸比縮回的動作速度 (A)快 (B)慢 (C)一樣 (D)快一倍 。
35. 依據巴斯卡原理(Pascars principle),液體對從動部出力之大小,與從動部活塞面積之大小成 (A)正比 (B)反比 (C)幾何關系 (D)等比級數 。
36. 油壓系統節流閥在油路中,係控制液壓油的 (A)壓力 (B)安全 (C)方向 (D)流量 。
37. 壓縮空氣儲氣槽之大小和下列何者無關? (A)壓力 (B)溫度 (C)輸出量 (D)壓縮機之單位時間切換次數 。
38. 使用汽車板金八卦組矯正車身時,欲做一水平高度的平直拖拉,頂伸桿應如何安裝? (A)垂直向上 (B)加長向上 (C)斜放 15° (D)斜放 45° 。
39. 直型鋼剪刀口前段部份有餘隙角,其角度約為 (A)2~3° (B)5~8° (C)9~12°(D)15~30° 。
40. 使用手電剪剪切軟鋼板,其上下刀刃的間隙約是板厚的 (A)1/2 倍 (B)1/5倍 (C)1/10 倍 (D)1/20 倍 。
41. 手電剪刀刃的研磨,使用下列何者為佳? (A)細齒銼刀 (B)油石 (C)砂輪機(D)砂布 。
42. 手電剪上下刀刃間隙調整時,使用下列何者量測? (A)鋼板試片 (B)薄紙片 (C)游標卡尺 (D)厚薄規 。
43. 使用鋼剪剪切時,其雙刃剪切角度約為多少度較適當? (A)15° (B)35° (C)55° (D)75° 。
44. 鑽頭之鑽唇間隙角是指 (A)二切邊之夾角 (B)切邊與鑽軸之夾角 (C)切邊後面之斜角 (D)切邊前面之斜角 。
45. 修磨折斷的鑽頭,最先磨出那一部份 (A)切邊 (B)鑽唇間隙 (C)靜點 (D)鑽頭角度 。
46. 修磨鑽頭時,經常將鑽頭浸入水中以防止何種現象? (A)淬火 (B)回火 (C)退火 (D)磁化 。
47. 鑽頭之切邊與鑽軸所成的角度為 (A)59° (B)90° (C)118° (D)138° 。
48. 鑽頭之切邊長度不等時,鑽孔結果會產生 (A)孔徑變大 (B)孔徑變小 (C)鑽屑增多 (D)鑽屑呈粉狀 。
49. 鑽切鋁板之鑽頭,其鑽唇間隙角修磨呈多少度較為適當? (A)6° (B)10° (C)15° (D)22° 。
50. 鑽切一般軟鋼板之鑽頂角度為 (A)59° (B)90° (C)118° (D)135° 。
51. 一般電阻點銲之銲點鑽除鑽頭角度約為 (A)59° (B)118° (C)135° (D)174° 。
52. 下列何者與鑽孔後的孔徑大小無關? (A)鑽邊 (B)切邊 (C)靜點 (D)鑽唇間隙角 。
53. 使用銲點鑽除鑽頭能將銲點完全鑽除,下列敘述何者錯誤? (A)鑽頭易過熱而耗損 (B)鑽頭再研磨困難 (C)鑽頭較貴 (D)常用鑽頭直徑為 3mm 及5mm 。
54. 鑽孔時加注肥皂水的理由,下列敘述何者錯誤? (A)潤滑作用 (B)皂化作用 (C)冷卻作用 (D)鑽削鋁材用 。
55. 下列何者與鑽頭之鑽槽無關? (A)排屑 (B)潤滑 (C)美觀 (D)散熱 。
56. 鑽切薄板時,決定鑽孔後之形狀和孔徑精度的最主要因素為 (A)鑽柄 (B)鑽邊 (C)鑽槽 (D)鑽頂 。
57. 研磨鑽頭時,砂輪面應與鑽頭中心成 (A)30° (B)45° (C)59° (D)90° 。
58. 決定鑽孔後之形狀及正確尺寸的最大因素為 (A)鑽邊 (B)鑽柄 (C)鑽槽 (D)鑽頂 。
59. 一般鑽頭的鑽頂角為 125°~135°,較適合於鑽削 (A)塑膠 (B)軟鑄鐵材料(C)木材 (D)高碳鋼材料 。
60. 電阻點銲時,所產生之熱量是取決於 (A)電壓 (B)電流 (C)電容 (D)電極 。
61. 鑽孔時鑽刃很快崩裂開,可能原因為 (A)轉速太快 (B)鑽頂角太小 (C)鑽唇間隙角太小 (D)鑽唇間隙角太大 。
62. 砂輪磨削軟材料之工作物,有關於磨料之粒度、結合度或組織之選擇,下列何者錯誤? (A)細粒 (B)粗粒 (C)硬結合度 (D)鬆組織 。
63. 砂輪上之標記為 WA-46-K-5-V,其中 K 是表示砂輪的 (A)磨料 (B)粒度 (C)結合度 (D)組織 。
64. 精密磨製時,整修砂輪的工具選用何者較佳? (A)溝槽金屬輪修整器 (B)鑽石修整器 (C)金屬片修整器 (D)碳化硼修整器 。
65. 鋼剪刀口在剪斷過程中,為了省力及易於剪切,在刀口前面的部份附有(A)2°~3° (B)4°~5° (C)6°~7° (D)8°~9° 的餘隙角。
66. 控制氣體流量,藉以控制致動器速度的元件為 (A)止回閥 (B)方向控制閥(C)壓力控制閥 (D)流量控制閥 。
67. 使用庫克矯正系統(八卦),擬提供向上及向外側之拖拉,其油壓頂伸桿應與地面成 (A)小於 45°置放 (B)等於 45°置放 (C)大於 45°置放 (D)任意角度均可 。
68. 低碳鋼工件欲使其硬度提高可 (A)退火後淬火 (B)正常化後淬火 (C)直接淬火 (D)滲碳後淬火 。
69. 良好之淬火液,應具有何種特性? (A)比熱小 (B)導熱度大 (C)黏度大 (D)揮發性大 。
70. 最不影響電阻點銲銲點大小之因素為 (A)調整銲接壓力 (B)調整銲接電流(C)調整通電時間 (D)調整電極頭角度 。
71. 下列哪些不是回火主要之目的? (A)增加柔軟性 (B)增加硬度 (C)使組織均勻化 (D)增加韌性 。
72. 下列哪些不是碳鋼實施製程退火之目的? (A)增加柔軟性 (B)增加硬度 (C)使組織均勻化 (D)增加韌性 。
73. 下列哪些是工業上常用的熱處理方式? (A)淬火 (B)回火 (C)正常化 (D)退火 。
74. 高碳鋼淬火易發生龜裂,故下列哪些不是淬火須先進行之作業? (A)製程退火 (B)回火 (C)球狀化退火 (D)正常化 。
75. 關於銲接方式,下列哪些不是壓力銲接? (A)電阻點銲 (B)氣銲 (C)填塞銲(D)CO2 電銲 。
76. 銲接時,下列哪些部位易造成應力集中? (A)中柱及車頂彎角處 (B)後尾板與後葉子板接合處 (C)水箱架與前葉子板隔板結合處 (D)前柱及車頂彎角處 。
77. 下列哪些不是電阻點銲的作業順序? (A)加壓保持通電 (B)加壓通電保持(C)保持加壓通電 (D)保持通電加壓 。
78. 下列哪些因素與電阻點銲作業發生火花飛濺現象有關? (A)電流太大 (B) 加壓力不足 (C)通電時間過長 (D)電極頭直徑太小 。
79. 電阻點銲作業電流一定時,下列敘述哪些為錯誤? (A)加壓力小,電阻減少,則銲點變大 (B)加壓力小,電阻增加,則銲點變大 (C)加壓力大,電阻增加,則銲點變大 (D)加壓力小,電阻增加,則銲點不變 。
80. 下列哪些非螺絲攻第一、二、三攻的主要區別? (A)牙深 (B)外徑 (C)前端倒角螺紋數 (D)柄長 。
81. 有關油電車維修,下列敘述哪些正確? (A)使用絕緣手套拆除高壓電安全 接頭 (B)為避免電瓶受損,絕對不可使用三用電表檢查線路 (C)實施銲接 作業前,必須先拆下電瓶負極接頭 (D)高壓電源系統是用黃色線束來區 分 。
82. 維修車身時,有關 SRS 氣囊的注意事項,下列敘述哪些錯誤? (A)使用高 電阻的三用電表檢查氣囊雷管 (B)可以使用三用電表檢查氣囊線路 (C)實施銲接作業之前,必須先拆下黃色線束接頭 (D)拆修時,可用榔頭敲打氣 囊感知器 。
83. 當 CO2 銲接完畢時,應實施下列哪些保養維護? (A)清潔火口 (B)清潔氣罩去除銲渣 (C)洩放壓力表上殘餘氣體 (D)使用香蕉水清潔銲槍 。
84. 如下圖所示,CO2 銲接中,下列哪些是電極至母材間適當的距離?(A)2mm (B)10mm (C)15mm (D)40mm 。
85. CO2 電弧銲接時,下列哪些在隔離氣體流量標準範圍內? (A)10 公升/每分鐘 (B)15 公升/每分鐘 (C)30 公升/每分鐘 (D)40 公升/每分鐘 。
86. 整平作業時,下列敘述哪些正確? (A)以手肘為支點擺動 (B)敲擊角度與鋼板呈 90 度 (C)敲擊點以鎚面為重心 (D)敲擊方向以上下垂直方向進行 。
87. 氣動砂輪機特性敘述有哪些正確? (A)建議空氣壓力 5.0~7.0kg/cm2 (B)使用角度 10°~30° (C)可用於銲接後去除銲渣 (D)用來研磨厚補土 。
88. 氣動工具保養必須注意哪些? (A)利用高壓空氣吹除機體上粉塵 (B)使用除銹劑潤滑保養 (C)為了得到較好保養效果,應多滴幾滴機油 (D)滴入潤滑專用油後,必須再接高壓空氣運轉 。
89. 如下圖夾具所示,下列哪些為錯誤的校正拉拔方向? (A)a (B)b (C)c (D)d 。
90. 下列哪些不是回火主要之目的? (A)增加柔軟性 (B)增加硬度 (C)使組織均勻化 (D)增加韌性 。
91. 下列哪些不是碳鋼實施製程退火之目的? (A)增加柔軟性 (B)增加硬度 (C)使組織均勻化 (D)增加韌性 。
92. 下列哪些是工業上常用之熱處理方式? (A)淬火 (B)回火 (C)正常化 (D)退火 。
93. 下列銲接方式,哪些不屬於壓力銲接? (A)電阻點銲 (B)氣銲 (C)填塞銲 (D) CO2 電銲 。
94. 電阻點銲的作業順序,下列哪些錯誤? (A)加壓保持通電 (B)加壓通電保持 (C)保持加壓通電 (D)保持通電加壓 。
95. 電阻點銲作業發生火花飛濺現象,與下列哪些因素有關? (A)電流太大(B)加壓力不足 (C)通電時間過長 (D)電極頭直徑太小 。
96. 下列哪些非螺絲攻第一、二、三攻的主要區別? (A)牙深 (B)外徑 (C)前端倒角螺紋數 (D)柄長 。
97. 構成砂輪的三要素為 (A)磨料 (B)結合劑 (C)氣孔間距離 (D)厚度 。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)2mm (B)10mm (C)15mm (D)40mm 。
(A)2mm (B)10mm (C)15mm (D)40mm 。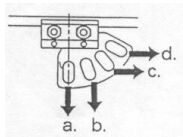 (A)a (B)b (C)c (D)d 。
(A)a (B)b (C)c (D)d 。