阿摩線上測驗
登入
首頁
>
技檢◆銑床-CNC 銑床-乙級
> 115年 - 18201 銑床-CNC 銑床 乙級 工作項目 02:傳統銑床、CNC銑床-基本操作及CNC銑床-程式製作、週邊設備操作 51-100(2026/01/05 更新)#136127
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 02:傳統銑床、CNC銑床-基本操作及CNC銑床-程式製作、週邊設備操作 51-100(2026/01/05 更新)#136127
科目:
技檢◆銑床-CNC 銑床-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆銑床-CNC 銑床-乙級
選擇題 (50)
51. 51. 指令 G91G17G01G47 X22.0 F50 D01;若 D01=8.0,其實際位移量為 (A)38.0 (B)30.0 (C)14.0 (D)6.0 。
52. 程式 G99G74X_Y_R_Z_F_;下列敘述何者正確? (A)固定循環切削不被執行,但被記憶於系統 (B)固定循環切削不被執行,且不被記憶於系統 (C)被當作一次執行 (D)被當作 N 次執行 。
53. 程式 G99G90 G73 X_Y_Z_R_Q_F_;,其中 Z 值為 (A)R 點至孔底部之距離 (B)孔底之 Z 軸座標值 (C)進給為 G00 (D)視加工型態而定 。
54. 鑽孔循環組合中,下列何者不須要? (A)系統設定(G90,G91) (B)復歸點設定 (C)指定固定循環指令 (D)指定輔助機能 。
55. 使用 G91 較 G90 (A)易生累積誤差 (B)效果相同 (C)快速找到絕對座標位置(D)加工精度較佳 。
56. 下列何者為選擇停止指令? (A)M00 (B)M98 (C)M02 (D)M01 。
57. 指令 G17 選擇 (A)XZ 平面 (B)YZ 平面 (C)XY 平面 (D)任一平面 。
58. 指令 G18 所指定之平面為 (A)ZX 平面 (B)YZ 平面 (C)XY 平面 (D)自由平面 。
59. 指令 G19 選擇 (A)XY 平面 (B)YZ 平面 (C)ZX 平面 (D)不限平面 。
60. 程式 G40 G80 G90 G54 M98 P03;呼叫副程式的指令為 (A)M98 (B)G40 (C)G80 (D)P03 。
61. NC 程式中取消固定循環的指令為 (A)G43 (B)G74 (C)G80 (D)G81 。
62. CNC 銑床執行指令 G01 時,如以絕對值模式執行定義刀具移動距離時,則其程式為 (A)G90 G01 X_ Y_ F_; (B)G91 G01 X_ Y_ F_; (C)G96 G01X_ Y_ F_; (D)G97 G01 X_ Y_ F_; 。
63. 下列按鍵何者不是用於編輯程式? (A)資料輸入(INPUT) (B)插入(INSERT) (C)替換(ALTER) (D)刪除(DELETE) 。
64. G43 指令是 (A)刀徑補正 (B)刀長負向補正 (C)刀長正向補正 (D)刀徑、刀長皆不補正 。
65. 程式 G90 G28 X_ Y_ Z_ ;,其中 X、Y、Z 值為 (A)機械原點 (B)程式原點(C)中間點 (D)參考點 。
66. 程式 G17 G02 X_ Y_ R_ Z_ F_ ;執行直線切削的軸為 (A)X 軸 (B)Y 軸 (C)Z軸 (D)A 軸 。
67. 指令 G18G03X_Y_Z_R_F_;執行直線切削的軸為 (A)X 軸 (B)B 軸 (C)Y 軸(D)Z 軸 。
68. NC 程式中,若欲暫停 2 秒,則下列程式何者正確? (A)G04 X200.0; (B)G04 X200; (C)G04 P2000; (D)G04 P200; 。
69. 程式 G83 X_ Y_ Z_ R_ Q_ F_;,下列何者錯誤? (A)每次鑽削 Q 距離後提刀至 R 點 (B)每次鑽削 Q 距離後,提刀至起始點 (C)Q 值為正值 (D)提刀值由參數設定 。
70. 程式 G87 X_ Y_ Z_ R_ Q_ F_ ;用於 (A)反(BACK)搪孔循環 (B)精搪孔循環(C)攻牙循環 (D)鑽孔循環 。
71. 下列何種指令執行主軸定向停止? (A)G73 (B)G83 (C)G76 (D)G86 。
72. 程式 G01 X20.0 Y20.0 F250 ;M03 S1500 ;M08 ;.....,若主軸每分鐘轉數調整鈕位於 80%處,下列敘述何者錯誤? (A)進給率 250 ㎜/min (B)冷卻液開 (C)實際迴轉速 1500rpm (D)主軸正轉 。
73. 指令 M07 與 M08 的差別在於 (A)暫停時間 (B)主軸正反轉 (C)床台移動速度 (D)冷卻液的供給狀況 。
74. 程式 G91 G17 G03 X20.0 Y10.0 Z8.0 R50.0 F80 ;,其刀具路徑為 (A)圓弧 (B)螺旋 (C)直線 (D)正弦曲線 。
75. 程式 G85X_Y_R_Z_P_;,下列何者正確? (A)P 表示在孔底暫停時間 (B)此單節可不須有 P (C)F 數值不沿用上一單節 (D)以快速提升的方式由孔底退刀至 R 點 。
76. 程式 G91G00G43 Z20.0 H01;若 H01=-200.0,執行此單節的 Z 軸位移量為 (A)-120.0 (B)-180.0 (C)120.0 (D)180.0 。
77. 程式執行刀長補正指令後,下列何者可取消刀長補正值? (A)H99 (B)H00(C)G40 (D)G80 。
78. 程式 G91G00G44 Z20.0 H02;,若 H02=200.0,執行此單節 Z 軸位移量為(A)-220.0 (B)220.0 (C)-180.0 (D)180.0 。
79. 下列何種指令執行刀徑補正? (A)G42 (B)G43 (C)G44 (D)G49 。
80. 刀具偏左補正的指令是 (A)G40 (B)G41 (C)G42 (D)G43 。
81. 指令 G91G02 X30.0 R15.0;可得到 (A)R=15.0 反時針方向之全圓 (B)R=15.0 順時針方向全圓 (C)R=15.0 順時針方向之半圓 (D)R=15.0 反時針方向之半圓 。
82. 刀具欲移經安全之中間點再回機械原點,宜採用指令 (A)G27 (B)G28 (C)G29 (D)G54 。
83. 程式中宣告刀具半徑補正插入之單節時機,採用下列何者較佳? (A)圓弧切削指令 (B)直線位移指令 (C)搪孔循環指令 (D)攻牙循環指令 。
84. 程式執行刀徑補正指令後,下列何者亦可取消刀徑補正值? (A)D99 (B)G49 (C)D00 (D)G80 。
85. 程式 G76X_Y_R_I_J_P_F_;,其中 I_J_表示 (A)距下一孔的增量值 (B)主軸定向停止時的偏移量 (C)主軸定位 (D)Z 軸退返 R 點之位移量 。
86. 程式 G99G88X_Y_R_Z_P_F_;,其中 P_表示 (A)刀具由孔底退返至 R 點時間 (B)刀具於孔底暫停旋轉時間 (C)刀具於起點至孔底時間 (D)刀具於孔底暫停位移時間 。
87. 程式 G18G91G41X_Y_Z_D01;對何軸刀徑補正無效? (A)X 軸 (B)Y 軸 (C)Z軸 (D)X、Z 兩軸 。
88. 程式 G91G17G42X_Y_Z_D01;對何軸刀徑補正無效? (A)X 軸 (B)Y 軸 (C)Z軸 (D)X、Z 兩軸 。
89. 主軸欲回機械原點而刀具周邊有安全顧慮時,宜採用指令 (A)G27 (B)G28(C)G29 (D)G54 。
90. 下列何者為單節有效而非連續指令? (A)G46 (B)G56 (C)G76 (D)G86 。
91. 圓弧切削中,圓心位置同時有 I、J、K、R 指令時,何者為有效? (A)I 值(B)J 值 (C)K 值 (D)R 值 。
92. 程式設計時一般是假設 (A)工件固定刀具移動 (B)工件移動刀具固定 (C)工件及刀具皆固定 (D)工件及刀具皆移動 。
93. 下列圓弧切削程式,何者正確? (A)G17G91G02 X20.0 R10.0 (B)G17G91G02 X25.0 I10.0 (C)G17G91G02 X25.0 R-10.0 (D)G17G91G02 R-10.0 。
94. 若 H01=200.0,補正位移量為 Z-150.0,下列程式何者正確? (A)G43 Z0H01 (B)G44 Z50.0 H01 (C)G43 Z50.0 H01 (D)G44 Z0 H01 。
95. 指令 G80 用於 (A)設定攻牙模式 (B)設定極座標系 (C)取消刀具半徑補正 (D)取消固定循環 。
96. 螺旋下刀的主要目的是 (A)避開無切削作用的中心 (B)避開刀具太長產生撓曲 (C)銑削螺旋線 (D)銑削圓孔 。
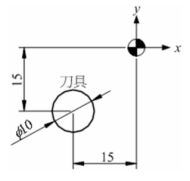
97. 如下圖所示,程式 N1 G91 G42 G0 X15.0 Y15.0 D1; N2 G1 Y30.0 F100;N3 X30.0; N4 Y-30.0; N5 X-30.0; N6 G40 X-15.0 Y-15.0; 若 D1=5.0 則執行至 N5 時刀具中心的座標為
(A)X0 Y-5.0 (B)X-5.0 Y0 (C)X5.0 Y0 (D)X0Y5.0 。
98. 下列何者不是一般 CNC 銑床開機預設狀態之指令? (A)G00 (B)G49 (C)G92 (D)G94 。
99. 程式執行 G92 指令銑削工件前,宜將刀具移至 (A)機械原點 (B)程式原點(C)刀具起點 (D)相對座標原點 。
100. 以 8 ㎜銑刀精銑內孔尺寸 20.04mm,第一次半徑補正值設為 4.05 時,實際銑出的內孔直徑為 19.88mm。若欲第二次即完成精銑,則補正值需設為 (A)4.0 (B)3.99 (C)3.97 (D)3.95 。
申論題 (0)
相關試卷
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 06:傳統銑床、CNC銑床-故障排除及機具維護 51-76(2026/01/05 更新)#136141
115年 · #136141
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 06:傳統銑床、CNC銑床-故障排除及機具維護 1-50(2026/01/05 更新)#136140
115年 · #136140
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 51-85(2026/01/05 更新)#136139
115年 · #136139
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 1-50(2026/01/05 更新)#136138
115年 · #136138
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 201-247(2026/01/05 更新)#136137
115年 · #136137
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 151-200(2026/01/05 更新)#136136
115年 · #136136
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 101-150(2026/01/05 更新)#136135
115年 · #136135
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 51-100(2026/01/05 更新)#136134
115年 · #136134
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 1-50(2026/01/05 更新)#136133
115年 · #136133
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 03:工件夾持及校正及傳統銑床、CNC銑床-刀具選用及裝卸 101-130(2026/01/05 更新)#136132
115年 · #136132
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)X0 Y-5.0 (B)X-5.0 Y0 (C)X5.0 Y0 (D)X0Y5.0 。
(A)X0 Y-5.0 (B)X-5.0 Y0 (C)X5.0 Y0 (D)X0Y5.0 。