阿摩線上測驗
登入
首頁
>
技檢◆銑床-CNC 銑床-乙級
> 115年 - 18201 銑床-CNC 銑床 乙級 工作項目 02:傳統銑床、CNC銑床-基本操作及CNC銑床-程式製作、週邊設備操作 101-150(2026/01/05 更新)#136128
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 02:傳統銑床、CNC銑床-基本操作及CNC銑床-程式製作、週邊設備操作 101-150(2026/01/05 更新)#136128
科目:
技檢◆銑床-CNC 銑床-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆銑床-CNC 銑床-乙級
選擇題 (50)
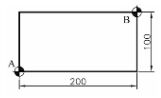
101. 如下圖,若以工件 A 點為程式原點,其控制器之 G54 工件座標系為X180.0 Y-150.0 Z0。若欲將程式原點移至 B 點,則 SHIFT 工件座標系為
(A)X200.0 Y100.0 Z0 (B)X-200.0 Y-100.0 Z0 (C)X380.0 Y-50.0 Z0 (D)X-20.0 Y-250.0 Z0 。
102. 如下圖,若以工件 A 點為程式原點,其控制器之 G54 工作座標系的設定值為 X180.0 Y-150.0 Z0。若欲以 B 點為第二程式原點,則 G55 工件座標系需設為
(A)X50.0 Y30.0 Z0 (B)X-50.0 Y-30.0 Z0 (C)X130.0 Y-180.0 Z0(D)X230.0 Y-120.0 Z0 。
103. 銑削後的深度尺寸過大,其程式中有 G44 H01;G42 D02;,則應修改 (A)G44 為 G43 (B)G42 為 G41 (C)H01 值 (D)D02 值 。
104. CNC 銑床操作面板之單節刪除開關"ON"時,若執行程式N1G90G01X100.0F300;/N2 G91G00X100.0;N3 G02 I10.0;,則下列何者不執行? (A)G90 指令 (B)N1 單節 (C)N2 單節 (D)N3 單節 。
105. 在銑削中,視情況需要而欲量測工件尺寸時,程式中應包含下列何種指令? (A)M00 (B)M01 (C)M02 (D)M05 。
106. CNC 銑床,若執行記憶體程式(Auto),發覺進給率較高時,處置方法為 (A)立即停機修改程式中的 F 值 (B)調整操作面板上之進給率旋鈕 (C)立即停機更改主軸的每分鐘迴轉數 (D)調整操作面板上之主軸旋轉率旋鈕 。
107. CNC 銑床程式中,下列指令何者為持續有效? (A)G04 (B)G28 (C)G30 (D)G33 。
108. CNC 銑床程式 G90 G00 Z20.0;X100.0 Y90.0;G91 G99 G81 X0.0Y10.0 R3.0 Z-20.0 F100;G80 ; ,則其鑽孔絕對座標為 (A)(100,90) (B)(100,100) (C)(100,0) (D)(0,90) 。
109. 以ψ12 銑牙刀銑削內螺紋,程式為 G91 G17 G02 Z-1.0 I-4.0 F100;,則下列何者正確? (A)螺紋內徑為 16.0 ㎜ (B)螺紋導程為 1.0 ㎜ (C)螺紋為左螺紋 (D)完成螺紋銑削,退刀時主軸需反轉 。
110. 程式 S1000 M03;G01 G91 X100.0 Y100.0 F100; (A)刀具在 X 方向的移動速率為 100 ㎜/min (B)刀具在 Y 方向的移動速率為 100 ㎜/min (C)主軸迴轉 1 圈刀具移動 0.1 ㎜ (D)刀具在 45°方向的移動速率為 100 ㎜/min 。
111. 如下圖所示,刀具目前在 A 點欲沿著圓弧切至 B 點,若圓心座標為(25,15),圓弧半徑為 10,則程式為 (sin30°=0.5, cos30°=0.866, sin45°=0.707, cos45°=0.707)
(A)G91 G18 G02 X20.0 Y23.66 R-10.0; (B)G90 G18G02 X20.0 Y23.66 I5.0 J-8.66; (C)G90 G17 G02 X-12.07 Y15.73 R10.0;(D)G91 G17 G02 X-12.07 Y15.73 I-7.07 J7.07; 。
112. 指令 M19 是 (A)主軸定向停止 (B)切削劑關閉 (C)選用主軸低速檔 (D)副程式終止 。
113. 圓弧切削如下圖所示,下列選項何者正確?
(A)G90 G18 G3 X-15.0 Z0I15.0; (B)G90 G19 G3 X-15.0 I-15.0; (C)G91 G18 G2 X-30.0 I-15.0; (D)G91G19 G2 X-30.0 I15.0; 。
114. 執行程式 N01 G28 G91 Z0;N02 G00 G90 G43 Z10.0 H1;N03 G01 Z-5.0 F100;則 N03 的刀具移動量 Z 為_______㎜。 (A)-5 (B)-10 (C)-15 (D)-20
115. 程式 N0010 G92 X300.0 Y200.0;下列敘述何者錯誤? (A)N0010 可以省略 (B)G92 為程式原點設定 (C)X300.0 Y200.0 表示程式原點至刀尖的距離(D)G92 可與 G54~G59 在程式中交替使用 。
116. 通常可在程式第一單節,執行消除補正或前次設定的指令為 (A)G54G17G43G49G80 (B)G54G17G40G49G80 (C)G54G17G40G43G80 (D)G5417G40G43G89 。
117. 以 20mm 端銑刀進行輪廓銑削,如下圖所示,在無刀徑補正狀態下,則直線切削至下一點之單節程式為
(A)G91 G01 X50.0 Y0.0 ; (B)G91 G01X55.0 Y0.0 ; (C)G91 G01 X58.66 Y0 ; (D)G91 G01 X55.774 Y0 ; 。(sin30°=0.5, cos30°=0.866, tan30°=0.5774)
118. 如下圖在 XZ 平面上銑削圓弧,下列程式何者正確?
(A)G18 G02 X_ Z_R_ ; (B)G18 G03 X_ Z_ R_ ; (C)G19 G02 X_ Z_ R_ ; (D)G19 G03 X_ Z_R_ 。
119. 指令 G43 須配合何指令一起使用 (A)H_ (B)I_ (C)P_ (D)Q_ 。
120. 以 20mm 端銑刀進行輪廓銑削,目前位置及絕對原點位置如下圖所示,在無刀徑補正狀態下,則直線切削至下一點之 X 絕對座標為
(A)-25.0 (B)-27.887 (C)-28.66 (D)-30.0 。 (sin30°=0.5, cos30°=0.866, tan30°=0.57735)
121. 在無刀徑補正狀態下,下列圓弧切削程式何者錯誤? (A)G91 G02 X30.0Y20.0 R60.0 F100 ; (B)G90 G02 I-60.0 F100 ; (C)G91 G03 X-150.0 Y0R60.0 F100 ; (D)G90 G03 I60.0 J-60.0 F100 。
122. 程式 M98 P51002;執行多次重複呼叫副程式,意指 (A)呼叫 O5100 副程式 2 次 (B)呼叫 O1002 副程式 5 次 (C)呼叫 O51002 副程式 1 次 (D)呼叫O002 副程式 51 次 。
123. 啄鑽循環程式 G54 G17 G91 G99 G73 X10.0 R3. Z-15. Q5000 F100K5.;,其中表示每次啄鑽深度的指令為 (A)R3. (B)Z-15. (C)Q5000 (D)K5. 。
124. 柱坑鑽孔循環程式 G54 G17 G91 G99 G82 X10.0 R3. Z-15. P500 F100K5.;,其中表示重複鑽孔次數的指令為 (A)R3. (B)Z-15. (C)P500 (D)K5. 。
125. 下列刀具補正指令敘述,何者錯誤? (A)執行 G41 銑削工件外側為順銑(B)執行 G41 銑削工件內側為逆銑 (C)G41 補正為負時,結果同 G42 (D)G41或 G42 為刀具半徑補正指令 。
126. 執行程式 G91 G28 X0 Y0 Z0;,下列敘述何者錯誤? (A)起點不一定是程式原點 (B)終點為機械原點 (C)中途點為起點 (D)經過程式原點 。
127. 執行程式 G90 G28 X0 Y0 Z100.;,下列敘述何者正確? (A)起點必為程式原點 (B)中途點必為機械原點 (C)中途點必為 Z100. (D)終點必為Z100. 。
128. CNC 程式中,自副程式返回主程式的指令是 (A)M96 (B)M97 (C)M98 (D)M99 。
129. 程式 G91G46 X0 D01;若 D01=10.0,其實際位移是 (A)X10.0 (B)X-10.0 (C)X22.0 (D)X-22.0 。
130. 程式 G99G74 X_Y_Z_R_F_;左螺旋攻牙循環,下列何者錯誤? (A)加工至孔底時,主軸反轉 (B)退至 R 點,主軸恢復原來轉向 (C)F 值表示進給率(D)攻牙後退至起點 。
131. 程式 G73X_Y_R_Z_Q_F_;,其中 Q_所指為 (A)快速後退之距離 (B)每次鑽削之距離 (C)孔底暫停時間 (D)重覆鑽削次數 。
132. 程式 G04 P300 ;所執行的暫停時間為 (A)0.3 秒 (B)3 秒 (C)30 秒 (D)300秒 。
133. 下列何者為單節有效而非連續指令? (A)G46 (B)G41 (C)G42 (D)G43 。
134. 程式 N1 G91 G42 G00 X15.0 Y15.0 D1; N2 G01 Y30.0 F100; N3 X30.0;N4 Y-30.0; N5 X-30.0; N6 G40 X-15.0 Y-15.0; 如下圖所示,若D1=5.0,則執行至 N4 時,刀具中心的座標為
(A)X0 Y-5.0 (B)X-5.0 Y0 (C)X25.0 Y0 (D)X25.0 Y5.0 。
135. 下列圓弧程式,何者錯誤? (A)圓心角小於 180°時,R 為正值 (B)圓心角等於 180°時,R 為正值 (C)圓心角大於 180°時,R 為負值 (D)圓心角與 R值無關 。
136. 指令 G91G17G01G47 X20.0 F50 D01;,若 D01=5.0,其實際位移量為 (A)30.0 (B)25.0 (C)14.0 (D)15.0 。
137. 程式 G99G74X_Y_R_Z_F_;,下列敘述何者錯誤? (A)到孔底時,主軸正轉,同時 Z 軸後退 (B)主軸後退至 R 點時,主軸旋向不變 (C)指令中省略L,切削循環次數被當作一次 (D)F=節距×主軸轉速 。
138. 程式 N10 G73X_Y_R_Z_Q_F_;N20 G02X_Y_R_;N30X_;,下列敘述何者正確? (A)N20 不可無 F 指令 (B)執行 N20 後固定循環指令被取消 (C)N20不能執行 G02 指令 (D)N30 可繼續執行固定循環指令 。
139. 程式 G90 G28 X_ Y_ Z_ ;,其中 X、Y、Z 為 (A)機械原點 (B)程式原點(C)中間點 (D)參考點 。
【已刪除】140. (本題刪題)程式執行刀長補正指令後,下列何者可取消刀徑補正值? (A)D99 (B)G40 (C)H00 (D)G80 。
141. 程式 G90 G03 X95.0 Y90.0 R-65.0;,下圖之路徑何者為正確? (A)
(B)
(C)
(D)
。
142. 以倍率×100 的模式操作手輪進行尋邊,當尋邊器的燈亮,反轉一格則燈滅,則此時的尋邊器的球頭與工件的邊最大距離為 (A)0.001 ㎜ (B)0.01 ㎜(C)0.1 ㎜ (D)1 ㎜ 。
143. 以倍率×10 的模式操作手輪進行尋邊,當尋邊器的燈亮時,反轉手輪一格則燈滅,則此時的尋邊器的球頭與工件的邊最大距離為 (A)0.005 ㎜ (B)0.01 ㎜ (C)0.02 ㎜ (D)0.5 ㎜ 。
144. 下列敘述何者錯誤? (A)以旋轉的端銑刀直接接觸工件頂面的方法來確定頂面座標,可能會傷及工件 (B)下降尋邊器接近工件頂面,可尋得工件頂面座標 (C)以光電尋邊器尋邊時,一定要考慮尋邊器的球頭半徑 (D)光電尋邊器已觸及工件的邊時,仍繼續移動 0.2 ㎜,不會損害尋邊器 。
145. 透過尋邊的方法,將端銑刀具移到工件上程式原點的位置時,此時的機械座標 X, Y 值,可用來設定 (A)G92 (B)G54 (C)刀徑補正 (D)刀長補正 。
146. 電腦與 CNC 銑床執行邊傳邊做的加工方式叫 (A)DNC (B)CNC (C)PNC (D)NC 。
147. A 軸是指相對於下列何軸旋轉? (A)X (B)Y (C)Z (D)B 。
148. CNC 銑床比 CNC 綜合加工機少裝的裝置為 (A)磁力尺 (B)編碼器 (C)光學尺 (D)自動換刀裝置 。
149. 下列何種 CNC 銑床的Z軸直立? (A)立式 (B)臥式 (C)膝式 (D)Z 式 。
150. CNC 銑床若使用尋邊器,則可得下列何種效益? (A)得知刀具磨損 (B)定出刀具位置 (C)定出工作範圍 (D)安排銑削順序 。
申論題 (0)
相關試卷
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 06:傳統銑床、CNC銑床-故障排除及機具維護 51-76(2026/01/05 更新)#136141
115年 · #136141
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 06:傳統銑床、CNC銑床-故障排除及機具維護 1-50(2026/01/05 更新)#136140
115年 · #136140
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 51-85(2026/01/05 更新)#136139
115年 · #136139
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 05:傳統銑床、CNC銑床-二又二分之一次圓弧及輪廓 1-50(2026/01/05 更新)#136138
115年 · #136138
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 201-247(2026/01/05 更新)#136137
115年 · #136137
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 151-200(2026/01/05 更新)#136136
115年 · #136136
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 101-150(2026/01/05 更新)#136135
115年 · #136135
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 51-100(2026/01/05 更新)#136134
115年 · #136134
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 04:銑削條件之判斷及處理及傳統銑床、CNC銑床-銑削實習 1-50(2026/01/05 更新)#136133
115年 · #136133
115年 - 18201 銑床-CNC 銑床 乙級 工作項目 03:工件夾持及校正及傳統銑床、CNC銑床-刀具選用及裝卸 101-130(2026/01/05 更新)#136132
115年 · #136132
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)X200.0 Y100.0 Z0 (B)X-200.0 Y-100.0 Z0 (C)X380.0 Y-50.0 Z0 (D)X-20.0 Y-250.0 Z0 。
(A)X200.0 Y100.0 Z0 (B)X-200.0 Y-100.0 Z0 (C)X380.0 Y-50.0 Z0 (D)X-20.0 Y-250.0 Z0 。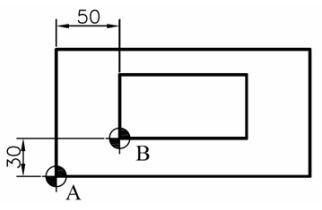 (A)X50.0 Y30.0 Z0 (B)X-50.0 Y-30.0 Z0 (C)X130.0 Y-180.0 Z0(D)X230.0 Y-120.0 Z0 。
(A)X50.0 Y30.0 Z0 (B)X-50.0 Y-30.0 Z0 (C)X130.0 Y-180.0 Z0(D)X230.0 Y-120.0 Z0 。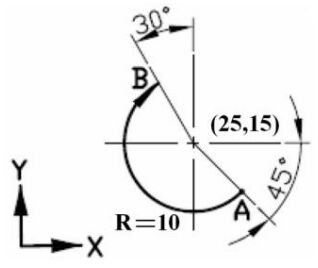 (A)G91 G18 G02 X20.0 Y23.66 R-10.0; (B)G90 G18G02 X20.0 Y23.66 I5.0 J-8.66; (C)G90 G17 G02 X-12.07 Y15.73 R10.0;(D)G91 G17 G02 X-12.07 Y15.73 I-7.07 J7.07; 。
(A)G91 G18 G02 X20.0 Y23.66 R-10.0; (B)G90 G18G02 X20.0 Y23.66 I5.0 J-8.66; (C)G90 G17 G02 X-12.07 Y15.73 R10.0;(D)G91 G17 G02 X-12.07 Y15.73 I-7.07 J7.07; 。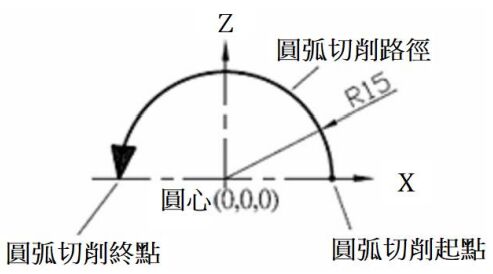 (A)G90 G18 G3 X-15.0 Z0I15.0; (B)G90 G19 G3 X-15.0 I-15.0; (C)G91 G18 G2 X-30.0 I-15.0; (D)G91G19 G2 X-30.0 I15.0; 。
(A)G90 G18 G3 X-15.0 Z0I15.0; (B)G90 G19 G3 X-15.0 I-15.0; (C)G91 G18 G2 X-30.0 I-15.0; (D)G91G19 G2 X-30.0 I15.0; 。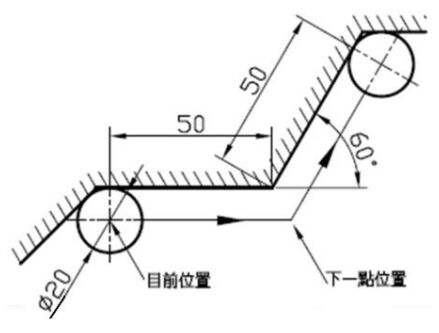 (A)G91 G01 X50.0 Y0.0 ; (B)G91 G01X55.0 Y0.0 ; (C)G91 G01 X58.66 Y0 ; (D)G91 G01 X55.774 Y0 ; 。(sin30°=0.5, cos30°=0.866, tan30°=0.5774)
(A)G91 G01 X50.0 Y0.0 ; (B)G91 G01X55.0 Y0.0 ; (C)G91 G01 X58.66 Y0 ; (D)G91 G01 X55.774 Y0 ; 。(sin30°=0.5, cos30°=0.866, tan30°=0.5774)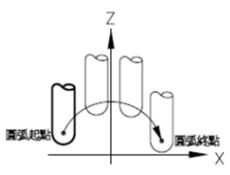 (A)G18 G02 X_ Z_R_ ; (B)G18 G03 X_ Z_ R_ ; (C)G19 G02 X_ Z_ R_ ; (D)G19 G03 X_ Z_R_ 。
(A)G18 G02 X_ Z_R_ ; (B)G18 G03 X_ Z_ R_ ; (C)G19 G02 X_ Z_ R_ ; (D)G19 G03 X_ Z_R_ 。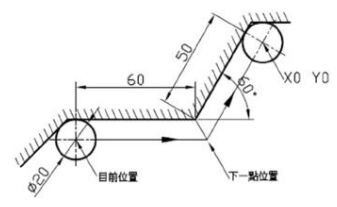 (A)-25.0 (B)-27.887 (C)-28.66 (D)-30.0 。 (sin30°=0.5, cos30°=0.866, tan30°=0.57735)
(A)-25.0 (B)-27.887 (C)-28.66 (D)-30.0 。 (sin30°=0.5, cos30°=0.866, tan30°=0.57735)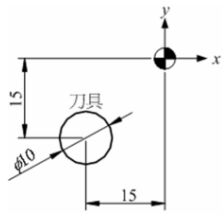 (A)X0 Y-5.0 (B)X-5.0 Y0 (C)X25.0 Y0 (D)X25.0 Y5.0 。
(A)X0 Y-5.0 (B)X-5.0 Y0 (C)X25.0 Y0 (D)X25.0 Y5.0 。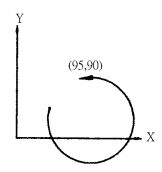 (B)
(B) 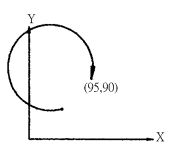 (C)
(C)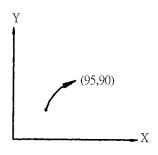 (D)
(D)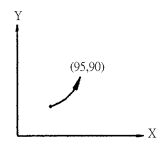 。
。