阿摩線上測驗
登入
首頁
>
技檢◆模具-塑膠射出模具-乙級
> 115年 - 18402 模具-塑膠射出模具 乙級 工作項目 01:基本操作 1-50(2026/01/05 更新)#136183
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 01:基本操作 1-50(2026/01/05 更新)#136183
科目:
技檢◆模具-塑膠射出模具-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆模具-塑膠射出模具-乙級
選擇題 (50)
1. 射出機之螺桿形狀從料斗起算之分段為 (A)供給部、壓縮部、計量部 (B)壓縮部、計量部、供給部 (C)計量部、供給部、壓縮部 (D)供給部、計量部、壓縮部 。
2. 同一射出機之螺桿直徑增大時,則射出之壓力 (A)變大 (B)變小 (C)不變 (D)與螺桿直徑無關 。
3. 模具鋼料之硬度高時,則銑削方式何者正確? (A)刀具轉速加快 (B)進刀速度加快 (C)刀具轉速降低 (D)進刀量須加大 。
4. 塑膠射出成形之加工方法,是在何種狀態下進行? (A)玻璃狀態 (B)分解狀態 (C)高彈性狀態 (D)可塑化狀態 。
5. 下列何種澆道系統不屬於無澆道系統之設計? (A)熱澆道 (B)絕熱流道 (C)滯液式噴嘴 (D)潛入式澆口 。
6. 下列何種塑膠不適用於絕熱流道設計? (A)PP (B)PE (C)PVC (D)PS 。
7. 熱澆道設計除可節省塑膠材料外,還有何種優點? (A)降低射出壓力 (B)模具成本降低 (C)模具故障率降低 (D)設備成本降低 。
8. 塑膠射出成形之過程中,所佔時間最長之過程為 (A)充填 (B)保壓 (C)冷卻(D)頂出 。
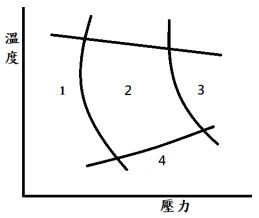
9. 如下圖所示為塑膠射出成形壓力與溫度圖,為能使產品生產正常,則應使射出參數控制在那一範圍?
(A)1 (B)2 (C)3 (D)4 。
10. 使用二板模射出時,若成品高度為 h、豎澆道長度為 s,為使成品能順利頂出,則開模行程至少應為 (A)h+s (B)2h+s (C)2h+2s (D)3h+3s 。
11. 下列何者不是放電加工機使用之加工液的主要目的? (A)導電 (B)絕緣 (C)冷卻 (D)排渣 。
12. 當開模阻力變大使公模無法順利退出母模穴,排除模具故障因素外,可能為下列何者原因造成? (A)冷卻速度太慢 (B)保壓太高 (C)射壓太低 (D)射速太慢 。
13. 為降低合模時所需之動力,則射出機之合模機構應設計為 (A)直壓式 (B)螺桿式 (C)肘節式 (D)柱塞式 。
14. 下列何者不是全電式射出機之優點? (A)節省動力能源 (B)精密度較高 (C)較環保 (D)動力較大 。
15. 射出機螺桿之直徑 d、螺桿最大行程為 s、油壓缸直徑 D,則射出機最大射出量為?(A)
(B)
(C)
(D)
。
16. 放電加工時,電極消耗異常快速可能原因,下列何者為非? (A)on time時間太短 (B)off time 時間太短 (C)電極材料不良 (D)噴流液壓力不足 。
17. 實施快速換模,必須先實施標準化,否則無法規劃相關設備,也無法實施自動換模,下列何者不是模具標準化所考慮的項目? (A)夾模厚度尺寸(B)模具長寬及高 (C)定位 (D)模具重量 。
18. 錯綜複雜形狀開放孔之尖銳之內角,除一般放電加工之外,還可以用何種機具加工? (A)車床 (B)龍門銑床 (C)鑽床 (D)線切割 。
19. 塑膠模具的修補和銲接部位,在品質上有所要求,下列敘述何者錯誤?(A)不得有任何細微的銲接缺陷 (B)材質不需考慮 (C)模材與銲接部位的硬度差及光澤差要小 (D)需實施蝕花加工模具,不得發生蝕花不均勻現象 。
20. 模具在銲接時,在銲接開始部位容易產生下列那項缺點? (A)氣孔 (B)砂孔 (C)排氣孔 (D)散熱孔 。
21. 操作放電加工機時,要檢查安全設備及消防設施,因此,在機器周圍幾公尺內應禁煙,以慎防火災?______公尺。 (A)2 (B)5 (C)10 (D)20
22. 操作放電加工機時,下列何者錯誤? (A)小心火燄 (B)須有吸煙裝置 (C)須有防火裝置 (D)放電加工速度快,表面較細 。
23. 線切割放電加工金屬電極,目前大部份都採用 (A)黃銅線 (B)鎳銅線 (C)鉻銅線 (D)鋁銅線 。
24. 線切割放電加工液目前大部分均採用 (A)氨水 (B)乙二醇 (C)純水 (D)機油 。
25. 塑膠射出成形時,造成成品黏在母模的因素,下列何者錯誤? (A)公模脫模斜度太大 (B)母模打光不足 (C)母模有倒勾 (D)公模有倒勾 。
26. 射出成型機,鎖模盤外側尺寸為
、繫桿內側尺寸為
、模具尺寸為(H×V),模具安裝何者正確? (A)
(B)
(C)
(D)
。
27. 造成成品表面有剝離的原因,下列何者無關? (A)不同塑料不相容 (B)成型條件不當 (C)使用再生料 (D)模具表面粗糙 。
28. 大端直徑為 D,小端直徑為 d,總長度為 L,則錐度值為 (A)(D+d)/L (B)L/(D+d) (C)(D-d)/L (D)L/(D-d) 。
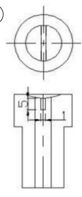
29. 在射出成形塑膠材料 PA 時,為了預防塑料在注道產生拉絲現象,則注道襯套設計採用下列何者為佳?(A)
(B)
(C)
(D)
。
30. 有關電弧銲使用銲條之銲劑塗層的功能,下列敘述何者錯誤? (A)穩定電弧 (B)產生保護性的氣體 (C)增加熔融金屬的濺散 (D)除去氧化物及其他雜質 。
31. 電弧熔接時,電能轉變為熱能,其溫度可高達 (A)2000°C (B)3000°C (C)4000°C (D)5500°C 。
32. 俗稱電銲是指 (A)電阻銲 (B)電弧銲 (C)惰性氣體鎢極電弧銲 (D)潛弧銲 。
33. 電弧銲所用之惰性氣體,主要是使下列何者不侵入銲接處? (A)油污 (B)氧化物 (C)雜質 (D)碳化物 。
34. 惰性氣體鎢極電弧銲之簡寫為 (A)TIG (B)MIG (C)EBW (D)OAW 。
35. 下列有關惰性氣體鎢極電弧熔接之敘述,何者錯誤? (A)係在氦、氬等惰性氣體中進行熔接 (B)係以鎢棒作為電極 (C)惰性氣體係保護銲接金屬避免氧化 (D)係將鎢棒熔化作為銲料,不需外加熔接金屬 。
36. 有關氬銲的說明,下列何者錯誤? (A)鎢極棒消耗極小 (B)交直流電源都適用 (C)以消耗性的銲條為電極 (D)以氬氣為保護氣體 。
37. 在銅合金的硬銲中,常用助銲劑為 (A)硼砂 (B)氯化鋅 (C)氯化氨 (D)鹽酸 。
38. 俗稱「銅銲」,屬於 (A)軟銲 (B)硬銲 (C)電銲 (D)爆炸熔接 。
39. 硬銲的填充金屬,其最低熔點應高於 (A)427°C (B)530°C (C)630°C (D)800°C 。
40. 電弧熔接是採用下列何種方式? (A)高電壓,低電流 (B)高電壓,高電流(C)低電壓,高電流 (D)低電壓,低電流 。
41. 下列何種材料,電弧銲的銲接性最佳? (A)非鐵金屬 (B)鑄鐵 (C)碳鋼 (D)淬火後鋼料 。
42. 氧乙炔銲接,其銲接氣炬之溫度可高達 (A)1180℃ (B)3480℃ (C)2400℃ (D)3800℃ 。
43. 乙炔儲存於鋼瓶中之壓力太大時,有發生爆炸的危險,因此,在瓶內加入何種物質,增加安全性? (A)丙酮 (B)氦氣 (C)氧化鎂 (D)矽酸鈉 。
44. 以帶鋸鋸切圓角時 (A)圓角半徑愈大,鋸條寬度需愈小 (B)圓角半徑愈大,鋸條寬度可愈大 (C)採用固定之寬度即可 (D)與鋸條寬度無關 。
45. 鋸切ㄇ型鋼時,發生鋸齒折斷的主因是 (A)每吋鋸齒數太少 (B)每吋鋸齒數太多 (C)鋸切進刀太慢 (D)鋸條太寬 。
46. 鋸削 1mm 厚之鐵板時,最好選用何種鋸條? (A)14 齒 (B)18 齒 (C)24 齒 (D)32 齒 。
47. 臥式鋸床之鋸條材質,若要增加使用壽命應使用 (A)高速鋼 (B)陶瓷 (C)高碳鋼 (D)中碳鋼 。
48. 鋸條容易鈍化的主要原因是 (A)鋸齒太粗 (B)張力不正確 (C)鋸削速度不正確 (D)鋸條寬度太大 。
49. 鋸切時,下列何者為鋸屑填塞之原因? (A)鋸條寬度太大 (B)進刀太小 (C)鋸齒太細 (D)鋸齒太粗 。
50. 鋸條鋸齒反裝時,其影響可能為 (A)鋸條無法夾緊 (B)鋸條容易磨損 (C)鋸削速度加快 (D)工件無法夾緊 。
申論題 (0)
相關試卷
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 06:塑膠材料 1-37(2026/01/05 更新)#136197
115年 · #136197
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 05:機具維護 51-89(2026/01/05 更新)#136196
115年 · #136196
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 05:機具維護 1-50(2026/01/05 更新)#136195
115年 · #136195
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 04:檢查 51-72(2026/01/05 更新)#136194
115年 · #136194
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 04:檢查 1-50(2026/01/05 更新)#136193
115年 · #136193
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 201-258(2026/01/05 更新)#136192
115年 · #136192
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 151-200(2026/01/05 更新)#136191
115年 · #136191
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 101-150(2026/01/05 更新)#136190
115年 · #136190
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 51-100(2026/01/05 更新)#136189
115年 · #136189
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 1-50(2026/01/05 更新)#136188
115年 · #136188
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)1 (B)2 (C)3 (D)4 。
(A)1 (B)2 (C)3 (D)4 。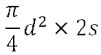 (B)
(B) (C)
(C)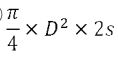 (D)
(D)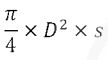 。
。 、繫桿內側尺寸為
、繫桿內側尺寸為 、模具尺寸為(H×V),模具安裝何者正確? (A)
、模具尺寸為(H×V),模具安裝何者正確? (A) (B)
(B) (C)
(C) (D)
(D) 。
。 (B)
(B)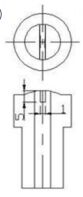 (C)
(C)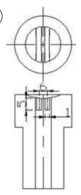 (D)
(D)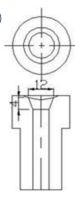 。
。