阿摩線上測驗
登入
首頁
>
技檢◆模具-塑膠射出模具-乙級
> 115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 101-150(2026/01/05 更新)#136190
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 101-150(2026/01/05 更新)#136190
科目:
技檢◆模具-塑膠射出模具-乙級 |
年份:
115年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆模具-塑膠射出模具-乙級
選擇題 (50)
101. 將料道保持融熔狀態,在每一成形過程中,無需取出料道,稱為 (A)冷澆道成形 (B)熱澆道成形 (C)沖壓成形 (D)吹氣成形 。
102. 在多點式熱澆道成形中,為易於控制成品之結合線,可使用 (A)壓力控制閥 (B)流量控制閥 (C)時間控制閥 (D)計量控制閥 。
103. 當熱澆道模具在成形過程中,為避免抽絲流涕之情況,在射出完成後,可將噴嘴關閉稱為 (A)扇形澆口 (B)潛入澆口 (C)針點澆口 (D)閥澆口 。
104. 模板間熱量傳遞方式,主要是藉著 (A)傳導 (B)輻射 (C)對流 (D)蒸發 。
105. 模具在射出量產中,模具整體溫度是影響成形品品質之重要因素,在模穴各部位的溫差應控制在幾度左右? (A)5° (B)10° (C)15° (D)20° 。
106. 冷卻液在模具內流動,為使熱交換率佳,應使冷卻液成何種流動狀態?(A)層流 (B)渦流 (C)紊流 (D)靜止 。
107. 使用 P32 之 O 形環在模具所挖槽孔 OD=38mm,ID=28.6mm,則冷卻水孔直徑應為 (A)25mm (B)30mm (C)32mm (D)35mm 。
108. 冷卻管道若間隔距離太近會影響結構,反之,相差太遠會失去冷卻效果,則其間距不宜超過鑽孔直徑的幾倍? (A)2 (B)3 (C)4 (D)5 。
109. 熱澆道成形的優點很多,其中不包含 (A)縮短成形週期 (B)增加生產效率(C)減少修剪進料 (D)降低模具成本 。
110. 公模細小或補強肋太多,無法裝冷卻水管時,可用熱傳率良好的材質為(A)合金鋼 (B)工具鋼 (C)高速鋼 (D)鈹銅合金 。
111. 在透明成品中,為防止頂出時產生痕跡,可採用 (A)套管 (B)脫料板 (C)斜銷頂出 (D)頂出銷 。
112. 成品較薄,頂出時,易於產生變形,一般可加裝何種輔助頂出? (A)套管(B)頂出銷 (C)斜銷 (D)空氣 。
113. 若孔徑細小,為防止水垢集結,孔被堵塞,可改用何種冷卻? (A)油 (B)乙二醇乙烯 (C)壓縮空氣 (D)酒精 。
114. 模具為能迅速與射出機中心孔定位,所使用配件為 (A)拉桿 (B)導桿 (C)進料嘴 (D)定位環 。
115. 氮氣彈簧最大負載與初負載之比為 (A)1.4~1.8 倍 (B)3.0~4.8 倍 (C)4.0~4.8倍 (D)5.0~6.0 倍 。
116. 下列有關熱澆道系統之敘述,何者錯誤? (A)高效率的熱嘴襯套 (B)穩固不會因熱脹而移位的熱流板 (C)精確的溫度控制系統 (D)熱流板(manifold)溫度不需加熱 。
117. 用電鑄板做模具的模穴,要有足夠強度及耐用性,以何種電鍍金屬材料為佳? (A)銅 (B)鋁 (C)鎳 (D)石墨 。
118. 模具模穴經刀具切削加工後,表面刀痕需加以修整,以提高精密度與表面粗糙度是屬於 (A)試模作業 (B)鉗工作業 (C)燙金作用 (D)印刷作業 。
119. 試模前將模具各部分零件依據模具組合圖裝配完成,最後公母模面還需下列何種程序? (A)合模 (B)雕刻 (C)咬花 (D)焊補 。
120. 塑膠產品在外觀面有倒鉤,在設計時需用何種機構? (A)熱澆道 (B)滑塊(C)快速夾模 (D)頂出板 頂出。
121. 滑塊退出行程為 S,倒鉤距離為 d,其相互關係為何? (A)S<d (B)S>d(C)S=d (D)不考慮 。
122. 對模具排氣設計,下列敘述何者錯誤? (A)於分模面設置 (B)頂出銷與模板配合處 (C)安裝排氣栓 (D)承板表面設計排氣孔 。
123. 一般電鑄製程的溫度範圍為 (A)10~20°C (B)40~60°C (C)80~100°C (D)110~130°C 。
124. 模具合模時,會在公母模面接觸位置事先塗上何種顏料,做為檢驗? (A)油漆 (B)修正液 (C)塑膠漆 (D)紅丹 。
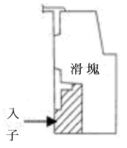
125. 對於滑塊加工分模設計,下列何者較佳?(A)
(B)
(C)
(D)
。
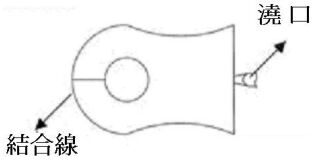
126. 下列改善結合線的方法,何者錯誤?
(A)提高射出壓力 (B)增高模具溫度(C)熔接部設計溢料區 (D)增大鎖模力 。
127. 一般所謂的鏡面(Mirror)是指表面粗糙度(Ra)在多少μm 以下? (A)0.2μm (B)0.6μm (C)0.9μm (D)1.0μm 。
128. 模具在裝配後,進行頂出機構檢查,不包含哪一項目? (A)頂出行程 (B)作動情形 (C)回位銷配合間隙 (D)模具記號 。
129. 頂出銷位置在成品斜面,為防止旋轉,需做下列何種方法?(A)
(B)
(C)
(D)
。
130. 模具冷卻系統有漏水或不通現象,檢查項目不包含下列何者? (A)O 型環(B)破裂 (C)出入口接頭 (D)滑動距離 。
131. 成形有腐蝕性塑膠材料,模仁應選用下列何種材料? (A)鎳鉻鋼 (B)高速鋼 (C)工具鋼 (D)中碳鋼 。
132. 固定側型板尺寸為 600(L)*400(W)*200(H)中碳鋼(S55C)材料,其重量為幾公斤? (A)275 (B)375 (C)475 (D)575 。
133. 塑膠材料在模穴中,由液體變成完全固體時,所放出的熱量稱為 (A)熔解潛熱 (B)昇華潛熱 (C)固化潛熱 (D)蒸發潛熱 。
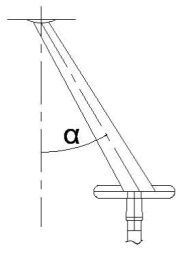
134. 斜錐道側面澆口如下圖,α斜角選用之上限為
(A)20° (B)30° (C)40° (D)50° 。
135. 氮氣彈簧之規格,主要是包括荷重及 (A)行程 (B)溫度 (C)速度 (D)比重 。
136. 為兼顧氮氣彈簧壽命及生產效率,一般作動次數之上限,以每分鐘多少為原則? (A)25 以下 (B)26~40 (C)40~50 (D)50~60 。
137. 模具在固定側與可動側做為分界面,一般稱為 (A)加工面 (B)分模面 (C)截面 (D)基準面 。
138. 塑膠成品頂出時有白化現象,解決對策,下列何者錯誤? (A)公模加強打光 (B)延遲頂出 (C)修改脫模角度 (D)增加逃氣孔 。
139. 若成品做文字雕刻如 PS-HI,在模具雕刻應為 (A)
(B)
(C)
(D)
。
140. 模具必須有足夠的強度承受外來壓力,需考量合模壓力及 (A)冷卻壓力(B)頂出壓力 (C)射出壓力 (D)儲料背壓 。
141. 在開模合模時,促使公母模板能做定位,在基準面作防呆偏移尺寸之零件,一般稱為 (A)導銷 (B)頂出導銷 (C)頂出銷 (D)歸位銷 。
142. 模具在合模前,要檢測頂出板是否完全歸位,可裝置下列何種零件? (A)微動開關 (B)調節開關 (C)止回開關 (D)氮氣開關 。
143. 射出機一次實際射出的熔膠最大量(g)稱為 (A)射出率 (B)射出量 (C)可塑化能力 (D)合模力 。
144. 射出機加熱缸每小時可將固體顆粒熔化的最大量稱為 (A)射出率 (B)射出量 (C)可塑化能力 (D)合模力 。
145. F:合模力;Pm:模內平均壓力;A:模穴投影面積,則須 (A)F>Pm×A(B)F=Pm×A (C)F<Pm×A (D)F>Pm+A 。
146. 射出成形可分為充填、保壓、冷卻三階段,時間最長者為 (A)充填 (B)保壓 (C)冷卻 (D)都相同 。
147. 塑膠射出成形時,若加工溫度增加,則下列何者錯誤? (A)熔膠黏度下降(B)塑膠的流動長度增長 (C)射出成形所須最大壓力會下降 (D)容易造成短射 。
148. 保壓階段的主要目的是 (A)減少收縮及表面凹痕 (B)減少流痕 (C)避免燒焦(D)避免毛邊的產生 。
149. 肉厚較厚的成品,其射速應如何調整,才能避免成品產生包風? (A)較快(B)較慢 (C)快慢無影嚮 (D)視射出機而定 。
150. 保壓壓力太大,則下列何者錯誤? (A)易生毛邊 (B)殘留應力較大 (C)易產生黏模 (D)易生流痕 。
申論題 (0)
相關試卷
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 06:塑膠材料 1-37(2026/01/05 更新)#136197
115年 · #136197
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 05:機具維護 51-89(2026/01/05 更新)#136196
115年 · #136196
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 05:機具維護 1-50(2026/01/05 更新)#136195
115年 · #136195
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 04:檢查 51-72(2026/01/05 更新)#136194
115年 · #136194
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 04:檢查 1-50(2026/01/05 更新)#136193
115年 · #136193
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 201-258(2026/01/05 更新)#136192
115年 · #136192
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 151-200(2026/01/05 更新)#136191
115年 · #136191
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 51-100(2026/01/05 更新)#136189
115年 · #136189
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 03:模具製作及修整 1-50(2026/01/05 更新)#136188
115年 · #136188
115年 - 18402 模具-塑膠射出模具 乙級 工作項目 02:刀具選用、磨削及整修 1-56(2026/01/05 更新)#136187
115年 · #136187
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (B)
(B) (C)
(C) (D)
(D) 。
。 (A)提高射出壓力 (B)增高模具溫度(C)熔接部設計溢料區 (D)增大鎖模力 。
(A)提高射出壓力 (B)增高模具溫度(C)熔接部設計溢料區 (D)增大鎖模力 。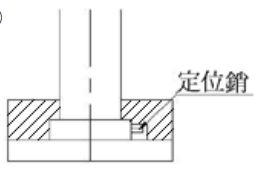 (B)
(B)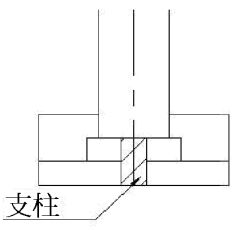 (C)
(C) (D)
(D) 。
。 (A)20° (B)30° (C)40° (D)50° 。
(A)20° (B)30° (C)40° (D)50° 。 (B)
(B) (C)
(C) (D)
(D) 。
。