阿摩線上測驗
登入
首頁
>
技檢◆汽車車體板金-丙級
> 114年 - 15300 汽車車體板金 丙級 工作項目 04:接合作業 1-50(2025/12/22 更新)#135482
114年 - 15300 汽車車體板金 丙級 工作項目 04:接合作業 1-50(2025/12/22 更新)#135482
科目:
技檢◆汽車車體板金-丙級 |
年份:
114年 |
選擇題數:
50 |
申論題數:
0
試卷資訊
所屬科目:
技檢◆汽車車體板金-丙級
選擇題 (50)
1. 銲接火口號數如為 100 時,其數字表示乙炔氣體流量 (A)100 公升/分 (B)100公升/秒 (C)100 公升/小時 (D)100 磅/小時 。
2. 單支乙炔氣使用壓力應限制在_________以下。 (A)15kg/cm
2
(B)1.5lb/in
2
(C)1.3kg/cm
2
(D)1.3lb/in
2
3. 下列何種銲接最易產生變形 (A)點銲 (B)氧乙炔銲 (C)縫銲 (D)電弧銲 。
4. 丙酮存於常溫是一種_______ 狀態。(A)液態 (B)氣態 (C)固態 (D)半液化
5. 車身板金組合銲接後,產生變形的主要原因是_________ 的影響。(A)銲料填充不足 (B)銲接速度太快 (C)熱脹冷縮 (D)銲接範圍太窄
6. 氣瓶裝壓力錶前,迅速將氣瓶閥開兩次之目的為何? (A)檢查氣瓶壓力 (B)檢查氣體的種類 (C)漏氣試驗 (D)吹除活門出口的灰塵 。
7. 清理火嘴是用________較為適當。 (A)銼刀 (B)起子 (C)鐵絲 (D)通針
8. 乙炔與氧氣的體積混合比為 1 比 1 時稱為 (A)氧化焰 (B)碳化焰 (C)中性焰 (D)還原焰 。
9. 乙炔氣中含略帶腐卵之臭味為 (A)磷化氫 (B)碳 (C)氫 (D)硫化氫 。
10. 氣銲不加銲條其母材的厚度應在多少 mm 以下為宜 (A)1 (B)2 (C)4 (D)5 。
11. 銲接後敲打銲道的目的是 (A)消除應力 (B)檢查硬度 (C)檢查強度 (D)增加延展性 。
12. 下列何者為助燃氣體? (A)氮氣 (B)氧氣 (C)氬氣 (D)二氧化碳氣體 。
13. 氧乙炔氣銲火焰中大部分使用的為 (A)氧化焰 (B)中性焰 (C)碳化焰 (D)純乙炔焰 。
14. 薄板氣銲使用何種接頭較不易變形 (A)T型接頭 (B)搭接頭 (C)凸緣接頭 (D)對接接頭 。
15. 乙炔氣瓶內氣體最高壓力為 (A)5kg/cm
2
(B)10kg/cm
2
(C)15kg/cm
2
(D)20kg/cm
2
。
16. 一般熔接所使用的氧氣壓力約為 (A)0.1~0.5kg/cm
2
(B)1~5kg/cm
2
(C)10~15kg/cm
2
(D)20~25kg/cm
2
。
17. 氣銲用之軟鋼銲條表面均鍍有_______以防止生銹。 (A)銀 (B)鉻 (C)鋁 (D)銅
18. 以氧乙炔氣體切割法切割車身鋼板時,切割火焰方向應朝向 (A)堅固材料(B)受損廢料 (C)垂直板面 (D)易燃物 。
19. 下面那一種鋼板之切斷法切割口寬度較寬 (A)剪切法 (B)鋸切法 (C)氧乙炔切割法 (D)氣動鑿切斷法 。
20. 氣銲設備檢測漏氣的方法宜用 (A)點火器 (B)嗅覺 (C)肥皂水 (D)火種測試 。
21. 電阻點銲電極頭之主要材料為 (A)鋁 (B)銅 (C)鉛 (D)鐵 。
22. 電阻點銲電極頭末端形狀之大小依 (A)鐵板搭接之寬度 (B)板材之厚度 (C)電壓之大小 (D)視個人喜好而定 。
23. 以下銲接方法中,何者是屬於加壓式銲接法? (A)氣銲 (B)電銲 (C)電阻點銲(D)電漿銲 。
24. 用於大量生產之汽車生產中,哪一種接合方法最具經濟效益? (A)鉚接 (B)電銲 (C)氣銲 (D)電阻點銲 。
25. 修理車身板金件時其電阻點銲點數必須比原廠點數 (A)多 (B)一樣 (C)少 (D)依修護手冊指定 。
26. 點銲不同厚薄之銲件時,在厚材料之一邊用 (A)大 (B)小 (C)相等 (D)不拘 的電極頭。
27. 使用包藥銅銲條銲後之銲道表面呈 (A)粉狀 (B)碳化狀 (C)黑灰狀 (D)水晶狀 。
28. 板厚 0.8mm 之軟鋼板氣銲時,應使用多大號數的火口 (A)25 號 (B)75 號 (C)100 號 (D)150 號 。
29. 電阻點銲電極頭尖端之角度一般約為 (A)30° (B)60° (C)120° (D)180° 。
30. 電阻點銲由於母材之形狀或板厚之不同,必須調整時,下列何者不是主要條件 (A)壓力 (B)電流大小 (C)通電時間 (D)電壓大小 。
31. 車身板金修理,電阻點銲位置總厚不宜超過 (A)3mm (B)6mm (C)10mm (D)12mm 。
32. 點銲熔點較高之金屬,其電極材料要選用 (A)鎢銅合金 (B)銅 (C)青銅 (D)黃銅 。
33. 一般電阻點銲兩片 1mm 的鋼板,電極頭尖端直徑約磨成 (A)1mm (B)3mm (C)5mm (D)7mm 。
34. 車身板金組合作業,以下列何種方法較不易產生變形的現象 (A)氣銲 (B)CO2銲接 (C)電阻點銲 (D)銅銲 。
35. 使用電阻點銲作車身板金件銲接時,除非點銲位置特殊,否則其夾臂 (A)愈長愈好 (B)愈粗愈好 (C)愈短愈好 (D)愈細愈好 。
36. 電阻點銲之點銲間距太靠近,則容易造成 (A)銲點過熔 (B)飛濺物多 (C)電流分流 (D)不能通電 。
37. 手提式電阻點銲時,連續點銲多少點後,必須讓電極頭有較長的冷卻時間(A)5~6 點 (B)10~20 點 (C)20~25 點 (D)25~30 點 。
38. 點銲機之變壓器是提供 (A)高電壓高電流 (B)低電壓高電流 (C)高電壓低電流(D)低電壓低電流以進行銲接 。
39. 電阻點銲調整、壓力、時間、電流是受什麼影響 (A)銲接機 (B)銲接環境 (C)銲接材料 (D)空壓機的大小 。
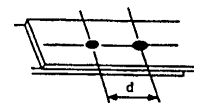
40. 電阻點銲板厚 1mm 的鋼板,其銲接強度上必要的最小間距 d,如下圖所示約為
(A)10~15mm (B)20~30mm (C)30~35mm (D)40~50mm 。
41. 電阻點銲前,必須先做試片測試標準,以下列何者試片為正確 (A)
(B)
(C)
(D)
。
42. CO
2
電銲,是以何種氣體作為保護氣體 (A)氬氣 (B)氦氣 (C)氮氣 (D)二氧化碳 。
43. 銲接車身外板板金,使用的 CO
2
銲條線,下列何者較適合 (A)0.6mm (B)1.0mm (C)1.2mm (D)1.6mm 。
44. 汽車車體板金的修理作業中,下列何種接合方法其強度較高 (A)CO
2
電銲(B)錫銲 (C)銅銲 (D)包縫 。
45. 下列何者不是 CO
2
電銲設備的必要條件 (A)銲接機 (B)送線裝置 (C)控制裝置(D)電極夾臂 。
46. CO
2
電銲之銲條線是如何送出的 (A)手指推送 (B)滾輪壓送 (C)隨氣體吹出 (D)以電極吸出 。
47. CO
2
電銲作業中,氣體在高溫分解時,會產生 (A)二氧化碳 (B)氦氣和氧 (C)一氧化碳和氧 (D)氬氣和氧 。
48. 銲條線為了有良好的防銹和導電起見,在表面鍍 (A)銀 (B)銅 (C)錫 (D)鉻 。
49. 下列何者不是 CO
2
電銲銲槍的零件? (A)銲嘴 (B)絕緣罩 (C)鋁箔 (D)控制開關 。
50. CO
2
電銲時,CO
2
之氣體的流量太小,則 (A)銲道變窄 (B)銲道高凸 (C)滲透淺 (D)容易產生氣孔 。
申論題 (0)
相關試卷
114年 - 15300 汽車車體板金 丙級 工作項目 05:汽車板金面整修 151-183(2025/12/22 更新)#135488
114年 · #135488
114年 - 15300 汽車車體板金 丙級 工作項目 05:汽車板金面整修 101-150(2025/12/22 更新)#135487
114年 · #135487
114年 - 15300 汽車車體板金 丙級 工作項目 05:汽車板金面整修 51-100(2025/12/22 更新)#135486
114年 · #135486
114年 - 15300 汽車車體板金 丙級 工作項目 05:汽車板金面整修 1-50(2025/12/22 更新)#135485
114年 · #135485
114年 - 15300 汽車車體板金 丙級 工作項目 04:接合作業 101-151(2025/12/22 更新)#135484
114年 · #135484
114年 - 15300 汽車車體板金 丙級 工作項目 04:接合作業 51-100(2025/12/22 更新)#135483
114年 · #135483
114年 - 15300 汽車車體板金 丙級 工作項目 03:相關機具使用與保養 101-146(2025/12/22 更新)#135481
114年 · #135481
114年 - 15300 汽車車體板金 丙級 工作項目 03:相關機具使用與保養 51-100(2025/12/22 更新)#135480
114年 · #135480
114年 - 15300 汽車車體板金 丙級 工作項目 03:相關機具使用與保養 1-50(2025/12/22 更新)#135479
114年 · #135479
114年 - 15300 汽車車體板金 丙級 工作項目 02:量測應用與劃線 51-98(2025/12/22 更新)#135478
114年 · #135478
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)10~15mm (B)20~30mm (C)30~35mm (D)40~50mm 。
(A)10~15mm (B)20~30mm (C)30~35mm (D)40~50mm 。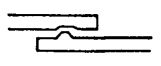 (B)
(B)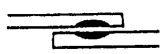 (C)
(C) 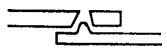 (D)
(D) 。
。