所屬科目:高中技藝◆模具
1. 固定式剝料板一般均固定在下模板上,其上有開口配合沖頭形狀,其缺點是不具壓料效果,容易使料條發生扭曲現象。(A)○(B)✕
2. 放電加工機工具之電極與工作物間必須直接接觸,才能產生火花放電,達到加工的效果。(A)○(B)✕
3. 在連續沖模作業中,先導桿會先進入料條已沖好的孔中,將帶料精確導正後再行加工,以確保成品精度。(A)○(B)✕
4. 引伸加工過程中,為避免材料在模具內發生打滑現象,不可使用潤滑劑。(A)○(B)✕
5. 金屬材料在遭受剪切作用的第二階段是屬於塑性變形期,工件所受拉力已超過材料之最大強度。(A)○(B)✕
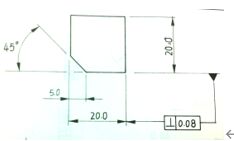
6. 欲以沖剪下料方式沖出下圖形狀之成品,材料為1mm厚、剪應力52 kg/mm2之不銹鋼,則其所需沖剪力約為4000 公斤。(A)○(B)✕
7. 若一材料剪切後成品產生毛邊增大的現象,可能原因為材料太硬。(A)○(B)✕
8. 角間隙是指沖模切口直線下的避料斜角,沖剪硬金屬時可將角間隙的斜角直達模面,使切邊較銳利。(A)○(B)✕
9. 彎曲加工時,若使用相同之彎曲半徑沖頭沖壓同材質之胚料,厚度愈厚者,其彎曲部的外側愈容易產生裂痕。(A)○(B)✕
10. 沖剪模具中,沖頭與模孔的間隙過大時會使工件斷面的撕斷面及毛邊變大,且可降低沖剪壓力。(A)○(B)✕
11. 肘節式沖床適合用於剪切加工,而油壓沖床則因下死點不易確定,通常不適合剪切加工。(A)○(B)✕
12. 塑膠射出成品內產生氣泡之最可能的原因是成形溫度太低,應該提高溫度。(A)○(B)✕
13. 塑膠模具中設計冷料井(cold slug well)的用途是在容納流動時前端冷凝的塑料,避免橫澆道或澆口被阻塞。(A)○(B)✕
14. 塑膠射出成形模具中,設計頂出銷頂出成品時,其位置宜選在脫模阻力大的地方,如杯子等成形品的側壁是阻力最大處。(A)○(B)✕
15. 板式塑膠模具在開模時,成品是由固定側模板與可動側模板之分模面取出,而澆道部位則由固定側模板與澆道脫料板之分模面取出。(A)○(B)✕
16. 塑膠射出成形機若使用肘節式鎖模裝置,則當肘節連桿將近完全伸直狀態時鎖模力最小,完全伸直時行程已終了,此時鎖模力最大。(A)○(B)✕
17. 直壁圓筒引伸件引伸加工變形時,容器底部受拉應力影響,板厚會減少約1%,通常可忽略。(A)○(B)✕
18. 若引伸製品的原始胚料直徑為D,以此胚料引伸成的圓筒直徑為d,則引伸率為m=D/d。(A)○(B)✕
19. 模具用SKD 11 合金工具鋼實施淬火後硬度約達HRC 45,再進行回火後硬度約達HRC 30。(A)○(B)✕
20. 擠製加工通常在金屬的再結晶溫度以下進行,由於加工硬化的關係,製品的強度會提高。(A)○(B)✕
21. 目前之射出成形機大部分採用螺桿式射出裝置,可藉螺桿之混練作用,使塑料加熱更均勻。(A)○(B)✕
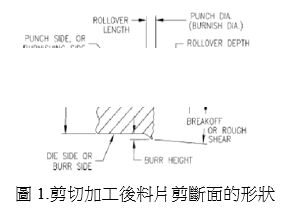
22. 圖1為一剪切加工後料片剪斷面的形狀,圓圈A處稱為剪斷面,為一光滑平面,通常硬脆材料之剪斷面較軟質材料小。(A)○(B)✕
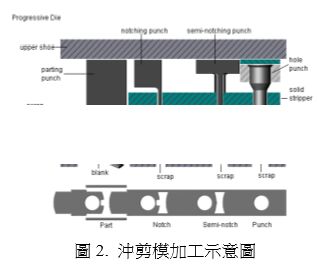
23. 下圖2所示之沖剪模具加工中,solid stripper代表可調式剝料板,當加工完成後可將料條推離沖頭。(A)○(B)✕
24. 圖2所示的連續沖剪模具加工中,包含沖孔、下料、剪缺口及分割等形式。(A)○(B)✕
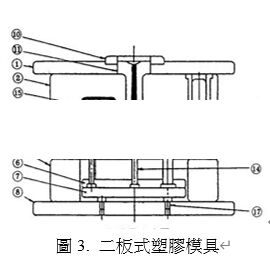
25. 參考圖3之二板式塑膠模具,編號8為固定側裝置板,利用此板將模具固定在射出成型機上。(A)○(B)✕
1.放電加工中所使用之電極性質,下列那一項不是必須具備的條件? (A)導電率良好 (B)加工消耗性少 (C)機械加工容易 (D)硬度高。
2.下列塑膠的成形方法中,何者最適合於熱固性塑膠之加工? (A)壓縮成形 (B)發泡成形 (C)射出成形 (D)吹瓶成形。
3.在沖床滑塊之最大行程下,測得滑塊底部與床台面之距離為 (A)滑塊行程 (B)沖程高度 (C)工作高度 (D)合模高度。
4.下列哪一種澆口在成形品留下的痕跡很小,常用於三板式模具? (A)環狀澆口 (B)膜狀澆口 (C)針點澆口 (D)扇形澆口。
5.塑膠模具中,自進料至模穴中完整的流道系統依序為 (A)豎澆道→冷料井→橫澆道→澆口→模穴 (B)豎澆道→橫澆道→冷料井→澆口→模穴 (C)澆口→豎澆道→冷料井→橫澆道→模穴 (D)橫澆道→豎澆道→冷料井→澆口→模穴。
6.下列哪一種塑膠原料不屬於熱固性塑膠? (A)酚樹脂(電木) (B)環氧樹脂 (C)尿酸樹脂 (D)聚苯乙烯。
7.下列有關塑膠成形品內部產生氣泡的解決對策中,哪一項有誤? (A)加大射出壓力 (B)降低模具溫度 (C)降低塑料溫度 (D)降低射出速度。
8.無流道塑膠模具成形方法中,可一次成形多件成品的方法為 (A)滯液式噴嘴方式 (B)延長噴嘴方式 (C)絕熱澆道方式 (D)縮短噴嘴方式。
9.下列有關V形彎曲成形之回彈角度控制方法中,哪一項有誤? (A)加大沖頭角度 (B)減少沖頭沖壓面積 (C)下模製成圓弧 (D)應用托板方式。
10.直壁圓筒引伸件引伸變形時板厚變薄比例最大之截面處為(A)凸緣處 (B)底部與筒壁部交接之圓角區 (C)直壁部份 (D)凸緣與筒壁之圓角區。
11.塑膠模具中,熔融的塑料流入分模面造成塑膠射出成品產生毛邊,其主要的可能原因為(A)射出壓力不足 (B)射出速度太慢 (C)鎖模力太大 (D)材料的流動性太快。
12.下列關於沖剪模具與相關加工作業的敘述,何者正確? (A)沖模間隙的大小與沖壓工件厚度有關 (B)剪斜角主要的目的為順利排出工件 (C)引導沖頭是引導沖頭與模孔之定位用 (D)剪斜角留在沖頭側,則下料成品較平整。
13.有關塑膠模具中橫澆道之設置,下列敘述何者正確?(A)截面積應愈小愈好 (B)橫截面以圓形最理想 (C)橫澆道長度應適度增加以提昇塑料的量 (D)梯形截面橫澆道因加工困難,幾乎不採用。
14.下列有關彎形加工的敘述何者錯誤? (A)彎形模具之模肩處最易磨損 (B)V形彎形時,彎曲半徑愈小,回彈量愈小 (C)彎形模具在使材料永久變形 (D)材料厚度愈厚,則彎形後的回彈量就愈大。
15.下列有關沖剪加工的敘述何者正確? (A)硬質材料沖剪時,較不會產生毛邊 (B)剪斜角主要的目的為順利排出工件 (C)沖剪壓力和沖與模之間隙成正比 (D)一般沖頭均採用退火來處理。
16.沖壓模具中,用以支持和導引料條沿一定方向進料,並具備良好定位功能的零件為 (A)定位鉤 (B)剝料板 (C)脫料板 (D)導料板。
17.碳是鋼中除了鐵之外最主要的元素,鋼中增加碳含量一般會對其機械性質造成下列何種影響? (A)硬度降低 (B)韌性降低 (C)延性提高 (D)強度降低。
18.鋼料淬火後通常再實施下列哪一種處理,以調整鋼料硬度,獲得適當韌性? (A)退火 (B)回火 (C)正常化 (D)深冷處理。
19.硬幣、獎牌、徽章等通常是使用下列哪一種加工方法製成? (A)擠製 (B)沖剪 (C)壓印 (D)端鍛。
20.鋼料在實施淬火熱處理前,通常須先將鋼料加熱至A1溫度以上,約810~840℃,其目的為 (A)使鋼料軟化 (B)變態成沃斯田鐵 (C)除去有害物質 (D)預熱。
21.圖3為一個二板式塑膠模具,哪一個編號的零件是頂出銷,其目的在將產品自模具中推出? (A)12 (B)15 (C)16 (D)17。
22.與放電加工比較,下列有關線切割加工的優點,何者不正確? (A)可以節省電極製作的時間 (B)切割模穴尺寸精度較高 (C)加工速度快 (D)銅線電極可以重複使用,節省成本。
23.下列有關塑膠射出成品分模線的設計,何者不正確? (A)選在不影響外觀的位置 (B)位於加工容易之位置 (C)成形品最小外形斷面處 (D)應考慮澆口的形狀。
24.下列有關塑膠壓縮成形的優點,何者不正確? (A)適用於生產形狀複雜、薄壁之成品 (B)設備費用低 (C)可成形各種熱固性塑膠材料 (D)材料損失少。
25.下模塊分割主要目的是將下模塊切割成多塊簡單形狀的零件,以方便加工。下圖中下模塊分割方式哪兩者較理想? (A)a、b (B)b、c (C)a、c (D)b、d。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)○
(A)○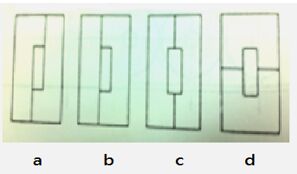 (A)a、b (B)b、c (C)a、c (D)b、d。
(A)a、b (B)b、c (C)a、c (D)b、d。