所屬科目:高中技藝◆模具
1.放電加工的加工液功用為沖走加工屑、冷卻電極與工件、限制放電火花範圍等,下列何者為放電加工常用的加工液? (A)機油(B)太古油(C)煤油(D)無鉛汽油。
2.模具用鋼料經淬火後硬度高但很脆,為了消除淬火產生的內應力,使工件尺寸安定,而仍可維持高硬度,通常淬火後會實施下列哪一種熱處理?(A)450~600℃實施高溫回火(B)完全退火(C)深冷處理(D)150~200℃實施低溫回火。
3.質軟的材料剪斷後,斷面形狀中哪一個部分會較小?(A)擠壓面 (B)剪斷面 (C)撕斷面 (D)毛邊。
4.材料在彎曲加工時產生塑性變形,當沖壓負荷離開後材料會有局部彈回的現象,主要是因為(A)熱脹冷縮 (B)金屬疲勞(C)永久變形回復 (D)彈性變形回復 作用。
5.下列哪一項 不是 壓縮加工的優點?(A)材料利用率高 (B)可以完成形狀複雜的成品 (C)提高成品之機械性質 (D)模具壽命長。
6.擠製加工是在再結晶溫度以下,藉沖頭的壓力將材料由沖模中擠出,以下哪一項是擠製加工的特點?(A)製品延展性提高 (B)製品表面光度佳 (C)模具表面不容易磨耗 (D)單次可加工量大。
7.引伸加工過程金屬會產生加工硬化,而降低其延展性,若引伸量較大需要多次引伸加工時,在每一道次之間應施行(A)淬火 (B)回火 (C)退火 (D)正常化 熱處理。
8.下列哪一種材料具高抗壓強度、經濟、吸震且容易成形,適合製作大型成型模具及模座?(A)灰鑄鐵 (B)白口鑄鐵 (C)合金工具鋼 (D)高速鋼。
9.製造容易,可降低成本,但不具壓料功能,只有在少量生產及使用人工送料的情況下使用的剝料板是(A)優力膠 (B)可動式剝料板 (C)固定式剝料板 (D)彈簧剝料板。
10.下列哪一種形式的沖床適合做引伸加工?(A)曲軸沖床 (B)肘節沖床 (C)偏心沖床 (D)摩擦沖床。
11.一個沖程同時沖切料片四週,選取切下的部分,且主要考慮此部分的四週是否完整的剪切模具為(A)下料沖模 (B)剪斷沖模 (C)沖孔沖模 (D)剪邊沖模。
12.沖剪模具中,控制進料長度的位置,使料片放置在一個正確位置進行沖剪的零件是(A)導料零件 (B)定位零件 (C)剝料零件 (D)止料零件。
13.為提升鋼料表面硬度,可以實施滲碳熱處理,增加鋼料表面含碳量,提高耐磨性,而內部仍維持韌性。下列哪一種鋼料適合實施滲碳處理?(A)高碳鋼 (B)不銹鋼 (C)碳工具鋼 (D)低碳鋼。
14.沖剪加工時,為了降低沖剪負荷,一般可以(A)在沖頭上製作剪斜角 (B)在模孔製作角間隙 (C)加大模具間隙 (D)降低沖剪行程。
15.設計U形模具時,為了降低生產時之彈回現象,可以採用下列哪一個作法?(A)加大彎曲深度 (B)加大沖模肩半徑 (C)增加模具間隙 (D)減少沖頭端部彎曲半徑。
16.向上引伸模具與普通引伸模具最大的不同,在於將哪一個零組件安裝於下模模座上?(A)沖頭 (B)沖模 (C)壓料板 (D)頂料板。
17.直壁圓筒引伸件在引伸變形過程中,最有可能先產生破裂之位置為(A)凸緣 (B)直壁部份 (C)底部與筒壁部交接之圓角區 (D)筒底部份。
18.圓筒引伸加工前,半成品直徑為50 mm,高度為12 mm,引伸後直徑為38 mm,高度為20 mm,則引伸率為(A)1.67 (B)0.6 (C)0.76 (D)1.3。
19.直壁圓筒引伸加工時,若沖頭肩半徑過小,可能會造成(A)成品的轉角處發生起皺現象 (B)沖頭肩角的擠壓力增加,使角隅處變薄 (C)直璧部位厚度降低 (D)筒底厚度變小。
20.沖剪加工中,影響製品毛邊大小的主要因素為(A)沖剪速度 (B)角間隙 (C)模具間隙 (D)剪斜角。
21.沖床的合模高度比模具閉模高度大時,應該如何處理?(A)提高沖壓時的扭力 (B)調整每分鐘沖程數(C)選用沖壓力較大的沖床 (D)調整沖床的滑塊。
22.模具拆卸時的動作順序為(A)先拆螺絲 (B)先拆固定銷 (C)先將螺絲放鬆,再將固定銷敲出後取出螺絲(D)同時拆卸固定銷及螺絲。
23.若有一副單一沖孔沖模要在厚度2.0 mm的軟鋼板上沖出直徑5 mm的孔,計算此模具沖孔後剝料所需的力為(軟鋼抗剪強度25 kg/mm2,常數K=0.06)(A)35 (B)47 (C)63 (D)71 kg。
24.V形彎曲時,成品回彈角度大小主要與使用的金屬材料哪一項性質有關?(A)彈性係數 (B)抗拉強度 (C)延展性 (D)硬度。
25.計算模具沖剪壓力時,下列哪一個性質 不需要 考慮?(A)材料厚度 (B)材料的衝擊韌性 (C)材料的抗剪強度 (D)剪切的輪廓線長。
26.沖壓下料後成品的尺寸不精確,應該和下列哪一個因素 無關 ?(A)沖剪間隙太大 (B)沖頭磨耗 (C)模具尺寸誤差 (D)送料定位不準。
27.引伸加工時潤滑劑之主要功能 不包含 下列哪一項?(A)防銹 (B)冷卻 (C)防止胚料皺紋 (D)減少摩擦阻力。
28.深引伸模具之沖頭內部製作有貫穿孔,此孔的主要功能為(A)方便添加潤滑劑 (B)排出空氣 (C)冷卻循環之用 (D)增加沖頭與成品之吸力。
29.如果塑膠射出成形製品外形充填不滿,殘缺不全時,下列哪一個是可行的解決對策?(A)降低射出料量 (B)選擇流動性適切之塑料 (C)加設排氣孔,使模具排氣良好 (D)減少射出及保壓時間。
30.塑膠模具無澆道成形方式中,通常不設豎澆道,塑料自噴嘴通過澆口,直接進入型腔的方式稱為(A)滯液式噴嘴方式 (B)加熱澆道方式(C)絕熱澆道方式 (D)延長噴嘴方式。
31.為使塑膠射出模具的溫度均勻,設計冷卻管道時,應讓冷媒由較高溫處循環後再由低溫處流出,因此應該讓冷媒先流經模具的哪個位置?(A)排氣孔 (B)型腔 (C)澆口 (D)豎澆道。
32.塑膠射出成形品內部若在頂出的垂直方向上有凹陷時,無法利用一般的頂出方式,模具設計時最簡單的作法是(A)預置心型法 (B)利用分件模處理 (C)利用側向滑動模處理 (D)成形品強制脫模。
33.塑膠成形品要以頂出銷頂出時,下列哪一個位置較 不適當 ?(A)成形品肋的底部 (B)杯子等成形品的側壁 (C)成形品轂的底部 (D)脫模阻力小的位置。
34.保麗龍,吸音板等材料通常以下列哪一種方式成形?(A)積層成形 (B)射出成形 (C)吹製成形 (D)發泡成形。
35.熱塑性塑膠受熱時會再度軟化,可重複多次使用,下列哪一種材料屬於熱塑性塑膠? (A)ABS樹脂 (B)酚樹脂(電木) (C)環氧樹脂 (D)三聚氰胺樹脂。
36.塑膠模具流路系統中,下列哪一個屬於「非限制澆口」?(A)標準澆口 (B)直接澆口 (C)扇形澆口 (D)針點澆口。
37.若塑膠射出成形品有螺紋時,下列何種脫模方式最容易產生分模線痕跡,影響美觀?(A) 強制脫模(B)將螺紋部做成預置心型之脫模法 (C)手工脫模 (D)以分件模成形螺紋之脱模法。
38.關於射出成品的收縮現象,下列何者正確?(A)保壓力愈小,則收縮愈小 (B)保壓時間愈長,則收縮率愈大 (C)平行流動方向之收縮較大 (D)成品厚度愈厚,則收縮率愈小。
39.下列哪一個零件安裝於塑膠模具固定側固定板?(A)頂出銷 (B)定位環 (C)止銷 (D)導銷。
40.下列哪一個模具零件需要有較佳之耐磨性?(A)承板 (B)間隔塊 (C)頂出銷 (D)定位環。
41.三板式塑膠模具開模頂出成品及澆道的順序,首先使(A)澆道脱料板與固定側安裝板分開 (B)可動側與固定側模板分開 (C)澆道脱料板與固定側模板分開 (D)澆道脱料板與可動側模板分開。
42.用於三板式模具,通常在開模時可以將成形品與流道自澆口處拉斷的澆口型式為(A)針點澆口(B)環形澆口 (C)膜片澆口(D)潛入澆口。
43.二板式塑膠模具閉合時,復歸銷會先接觸到哪一個零組件,會將復歸銷推回,並帶動頂出銷回到正確位置?(A)頂出板 (B)固定側模板 (C)活動側模板 (D)承板。
44.塑膠模之三板式模具結構主要是在二板式模具中加入一塊(A)承板 (B)可動式模板 (C)澆道脫料板 (D)頂出板。
45.對直接澆口而言,下列敘述何者錯誤?(A)一次可以成形多個成形品 (B)澆口附近殘留應力大 (C)用於平而淺的成形品易翹曲變形 (D)澆口殘留痕跡影響外觀及後加工。
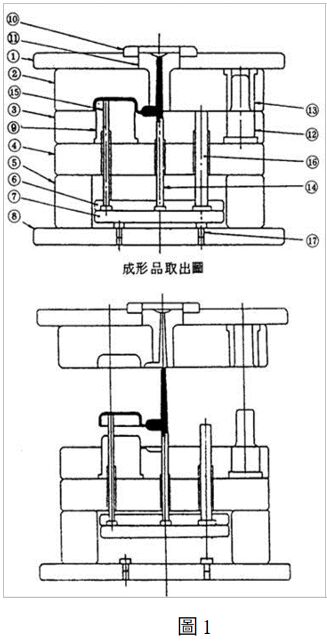
46.參考圖1之二板式塑膠模具,哪一個編號的零件是在模板開閉時做引導定位工作? (A)12 (B)14 (C)15 (D)16。
47.參考圖1之二板式模具,下列有關各數字所代表的零件名稱,何者有誤?
(A)11—豎澆道襯套 (B)14--頂出銷 (C)2--固定側模板 (D)4--承板。
48.參考圖2之塑膠射出模具,編號(3)之零件稱為
(A)固定側安裝板 (B)澆道脫料板 (C)固定側模板 (D)可動側模板。
49.圖3的簡單連續沖模中,將料帶自沖頭的四周剝下,使其不黏附於沖頭之零件編號為
(A)3 (B)6 (C)7 (D)9。
50.圖3的簡單連續沖模中,編號(5)零件的功能為
(A)固定下模板的作用 (B)將帶料精確導正後再行加工 (C)模具裝配定位 (D)沖孔作用。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)11—豎澆道襯套 (B)14--頂出銷 (C)2--固定側模板 (D)4--承板。
(A)11—豎澆道襯套 (B)14--頂出銷 (C)2--固定側模板 (D)4--承板。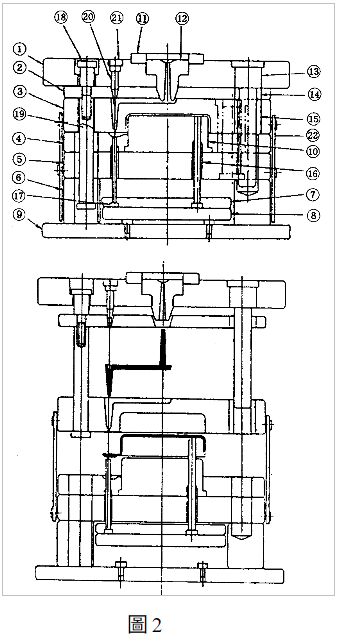 (A)固定側安裝板 (B)澆道脫料板 (C)固定側模板 (D)可動側模板。
(A)固定側安裝板 (B)澆道脫料板 (C)固定側模板 (D)可動側模板。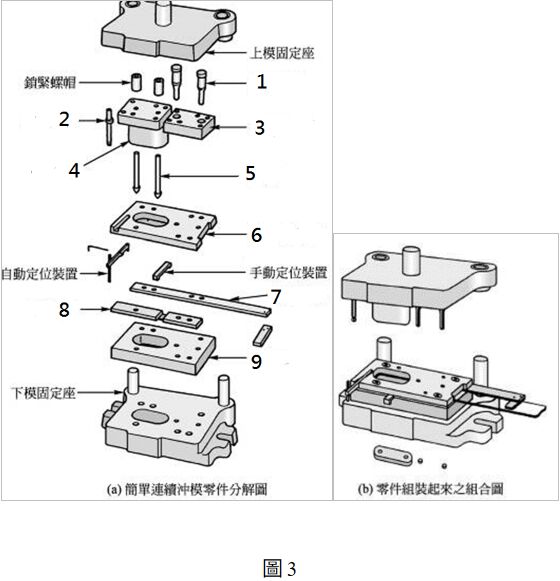 (A)3 (B)6 (C)7 (D)9。
(A)3 (B)6 (C)7 (D)9。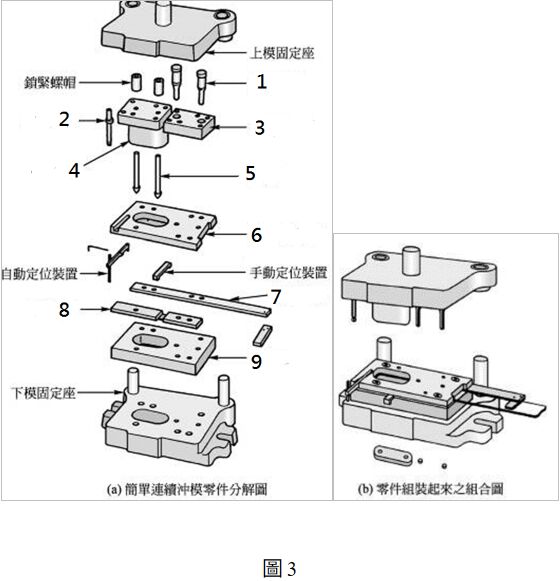 (A)固定下模板的作用 (B)將帶料精確導正後再行加工 (C)模具裝配定位 (D)沖孔作用。
(A)固定下模板的作用 (B)將帶料精確導正後再行加工 (C)模具裝配定位 (D)沖孔作用。