所屬科目:高中技藝◆模具
1. 有關單曲柄沖床之特性敘述,下列何者不正確?(A)為最常用的沖床機構 (B)在上、下死點位置之滑塊速度最快 (C)適用於剪斷工作 (D)公稱壓力一般係指在下死點附近所產生之壓力。
2. 塑膠射出模具中利用頂出銷頂出時,其位置宜選在 (A)壁厚最薄處 (B)壁厚最厚處 (C)脫模阻力最大處 (D)脫模阻力最小處。
3. 下列關於沖床之各種安全裝置中屬於最安全者,但其缺點是看不清楚工作點,作業困難。此裝置為 (A)圍護欄式 (B)閘門式 (C)兩手按鈕式 (D)光電式 安全裝置
4. 沖剪模之間隙主要會影響沖剪力之大小與 (A)料片形狀 (B)剪切斷面形狀 (C)沖剪速度 (D)模具壽命。
5. 端壓加工是將棒形的坯料沿其長度方向壓縮,使長度減短、斷面擴大的成形法,下列哪一項 不是 端壓加工的優點? (A)以圓棒為坯料,不產生切屑 (B)模面損耗小、模具壽命長 (C)加工硬化使製品強度提高 (D)可使用沖床自動化大量生產。
6. 下列塑膠模具之橫澆道的斷面形狀中,哪一種形狀因只在澆口一側加工,製作容易,常被採用? (A)梯形 (B)圓形 (C)三角形 (D)平形四邊形。
7. U形彎曲加工時,沖頭與模肩之間隙值會影響回彈量,此一間隙值大小主要取決於 (A)凹模深度 (B)沖頭端圓弧 (C)材料厚度 (D)凹模模肩圓弧。
8. 在進行沖模設計時,繪製模具圖的第一個步驟是 (A)料條布置 (B)繪製模座 (C)繪製沖頭及下模塊 (D)製作材料表。
9. 在塑膠成形品脫模時,為克服頂出瞬間所產生之真空,可利用 (A)直銷頂出 (B)碟銷頂出 (C)階梯銷頂出 (D)空氣頂出。
10. 無流道塑膠成形模具適合使用之塑料通常應具有下列哪一項特性? (A)比熱高 (B)對壓力不敏感 (C)對溫度敏感 (D)熱傳導率高。
11. 下列哪一項不屬於塑膠材料成形過程的三個階段? (A)充填 (B)可塑化 (C)凝固 (D)結晶化。
12. 為了防止彈性回跳,在設計V形彎曲模具時,需考慮下列因素,何者為非? (A)下模製成圓弧 (B)增加沖頭角度 (C)減少沖頭沖壓面積 (D)使用緩衝裝置。
13. 塑膠模具之非限制澆口由豎澆道直接將塑料注入型腔的澆口稱為直接澆口,下列有關直接澆口的特性敘述何者正確? (A)通常設有冷料井 (B)一次可以成形多件成品 (C)壓力損失較小,充填良好 (D)有利於小成形品及較淺薄成形品之成形。
14. 在沖剪過程中,為避免沖頭刀刃之端面全部同時切入板料,而產生過大衝擊力,可以採用 (A)添加潤滑劑 (B)模孔角間隙 (C)沖頭剪斜角 (D)模具間隙。
15. 金屬材料的中央部分,在受彎曲時不受壓應力且不受拉應力,其長度也不改變者,稱之為 (A)中立軸 (B)形心軸 (C)基準軸 (D)同心軸。
16. 實施引伸加工時經常在模具中加裝壓料板,下列哪一項是壓料板之主要功用? (A)緩和沖壓速度 (B)防止材料產生皺摺 (C)避免材料移位 (D)防止工件震動。
17. 壓縮加工係將材料放入模具中進行壓縮而成形,下列哪一項不屬於壓縮加工的優點? (A)可以完成複雜的成品 (B)材料利用率高 (C)模具表面不需要添加潤滑劑 (D)產品機械性質提高。
18. 塑膠射出成形後成品產生氣泡之最主要原因是(A)射出速度太慢 (B)塑料含水分太多 (C)模具溫度過高 (D)射出壓力太大。 。
19. 塑膠射出成形後,若發生成形品充填不滿、殘缺不完全的情形應該要如何改善? (A)降低模溫 (B)減小澆口斷面 (C)提高射出壓力 (D)減少射出時間。
20. 有關金屬冷作加工之特性敘述,下列何者 不正確 ?(A)使工作表面光滑平整 (B)工件會產生殘留應力 (C)工件延展性會提高 (D)工件產生加工硬化。
21. 在金屬材料受到剪切加工過程中,第一階段是屬於 (A)塑性變形期 (B)剪斷期 (C)撕破期 (D)彈性變形期。
22. 下列哪兩個元素被認為是在鋼料中為有害雜質,而必須儘量降低其成份?(A)錳及鎂 (B)鉻及鉬 (C)鎳及矽 (D)磷及硫。
23. 含碳量為0.8%的共析鋼在A1變態點以下之標準組織全為(A)雪明碳鐵 (B)沃斯田鐵 (C)糙斑鐵 (D)波來鐵。
24. 下列有關砂輪選用的敘述,哪一個選項正確? (A)材質軟的工件,應使用組織較密的砂輪 (B)磨削淬火後的模具鋼材,宜選用軟結合度之砂輪 (C)細磨削時,宜選用粒度較大的砂輪 (D)研磨刀具選用砂輪時,不需要考慮刀具的材質。
25. 下列有關彎形加工的敘述,哪一個選項正確? (A)彎形模具之沖彎力,依工件厚度增加而減小 (B)材料厚度愈厚,則彎形後的回彈量就愈大 (C)V形彎形時,彎曲半徑愈小,回彈量愈大 (D)彎形模具之模肩處最易磨損。
26. 圓筒形不銹鋼杯最適合用下列那一種方法製造?(A)引伸 (B)彎曲 (C)端壓 (D)擠製。
27. 設計塑膠射出模具時,較深成形品如深筒形的塑膠成品,常用那一種澆口?(A)直接澆口 (B)膜狀澆口 (C)潛入澆口 (D)扇形澆口。
28. 下列何種塑膠成形法,最適合於使用熱硬性塑膠材料? (A)壓縮模成形 (B)射出成形 (C)擠製成形 (D)吹製成形。
29. 若欲銑削鋼料時,若端銑刀每分鐘迴轉數為450 rpm,銑刀刀刃數為4,銑刀外徑為80 mm,則銑削速度約為 _______m/min。(A)28 (B)90 (C)113 (D)360
30. 放電加工廣泛應用在模具製造、機械加工行業,下列有關EDM之敘述何者正確? (A)工件可為導電或不導電材料 (B)加工量小,工件表面不會產生殘留應力 (C)電極與工件不接觸 (D)電極可以一直使用,不會消耗。
31. 平面磨床上可以使用磁性夾頭來夾持下列何種金屬?(A)鋁合金 (B)碳鋼 (C)銅合金 (D)以上皆可。
32. 當碳鋼內碳含量增加時,則機械性質中之 (A)抗拉強度降低 (B)硬度降低 (C)延展性降低 (D)韌性提高。
33. 沖頭與下模單邊間隙取決於材料的性質與厚度,在相同厚度下,下列哪一種材料之沖頭間隙值最小? (A)碳鋼 (B)黃銅 (C)鈦合金 (D)純鋁。
34. 下列有關連續沖模的優點,那一個敘述 不正確 ?(A)製品之精度高 (B)具有經濟性(C)適合大量生產 (D)可以緩和引伸加工中材料之加工硬化。
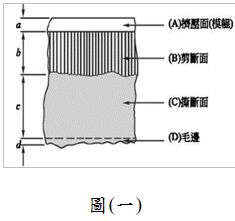
35. 圖(一)為剪切加工後工件剪斷面之示意圖,下列哪一個敘述正確?
(A)較小之沖剪間隙,會使料片產生較大之彎曲變形 (B)刃口不銳利時,不會影響沖剪工件的毛邊 (C)當工件斷面的模輥(擠壓面)過長,原因是沖頭與下模的間隙過小 (D)硬質材料受沖剪時,料片斷面較不會產生毛邊。
36. 在沖剪加工時若維持正常間隙,則沖製成品的橫斷面中佔比例最大的部分是 (A)模輥(擠壓面) (B)剪斷面 (C)毛邊 (D)撕斷面。
37. 如圖(二)之沖剪模具若要使衝製成品正確而迅速的脫離模具,通常必須設計剝料板。下列何者不是剝料板之功能?
(A)定位 (B)壓料 (C)退料 (D)導引沖頭。
38. 如圖(二)沖剪模具中的哪一個零件,可以不需要經過熱處理?
(A)編號1 (B)編號3 (C)編號4 (D)編號9。
39. 在連續沖模中,料條在進給中之定位,以哪一個零件為主?(A)前導件 (B)後導件 (C)止檔 (D)先導桿。
40. 沖壓模具下模座主要功能是下模各模板固定用,並承受下模受沖壓力量,需具較大韌性、成本低且易於加工,一般採用何種材料製作? (A)冷作工具鋼 (B)機械構造用鋼 (C)鈦合金 (D)不銹鋼。
41. 參考圖(三),若公司接到一批鎖蓋的訂單,工程師需進行生產成本比較與採用計畫分析,請問此批訂單在多少數量以上,採用連續模具來生產會比較有經濟效益?
_______個。
(A)1,000 (B)10,000 (C)20,000 (D)40,000
42. 下列有關塑膠模具設計及成品成形問題,哪一個敘述正確? (A)模溫高低不會影響塑料的流動性 (B)各種塑料的模溫大致上相同 (C)流動性愈佳之塑料,其模具配合精度應愈高,以防止毛邊產生 (D)一般塑模流道形狀之設計為方形斷面。
43. 三板式塑膠模具開模取出成品時,各個模板間會有三個部位分開,不包括下列哪一個部位? (A)可動側模板與可動側固定板分離以使成品掉落 (B)取出成形品的分模面 (C)取出澆道的分模面 (D)澆道脫料板與固定側安裝板間使澆道脫模。
44. 如圖(四)所示,以90°沖頭及90°沖模壓製一金屬平板,彎曲成90°時會有彈回的現象,要解決彈回造成的角度誤差,應如何處理?
(A)同時減少沖頭及沖模角度,使之稍小於90° (B)沖模角度不變,但沖頭角度增加,使之稍大於90° (C)同時增加沖頭及沖模角度,使之稍大於90° (D)沖頭角度不變,但沖模角度增加,使之稍大於90°。
45. 參考圖(五),直壁圓筒引伸件引伸變形時,受到雙重拉力影響,板厚急遽減小的部位是
(A)直壁部位 (B)凸緣與筒壁之圓角區 (C)容器底部 (D)容器底部與筒壁交接之圓角區。
46. 參考圖(六),設引伸厚度1 mm,圓筒直徑60 mm,圓筒高度40 mm,角隅半徑2 mm之杯狀成品,試以面積法求毛胚直徑D為多少mm?
(A)90 (B)100 (C)115 (D)125。
47. 當二板式塑膠模具閉合時,具有帶動頂出板將頂出銷推回正確位置,以防止頂出銷碰觸到型腔的零件為 (A)定位銷 (B)復歸彈簧 (C)間隔板 (D)復歸銷。
48. 有關二板式塑膠模具與三板式塑膠模具的敘述,下列何者不正確?
(A)圖(七)中數字2代表可動側模板 (B)三板式塑膠模具之成品由固定側模板與可動側模板間取出 (C)三板式模具比二板式模具多出一塊澆道剝料板 (D)三板式塑膠模具之澆道由固定側模板與澆道脫料板間取出。
49. 參考圖(七)之三板式塑膠模具,編號(1)之模板稱為
(A)固定側模板 (B)可動側模板 (C)澆道脫料板 (D)可動側固定板。
50. 參考圖(五)之三板式塑膠模具,下列對於各標註零件的名稱何者不正確?
(A)編號8為定位環 (B)編號5為成品 (C)編號6為導銷 (D)編號7為澆道。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)較小之沖剪間隙,會使料片產生較大之彎曲變形 (B)刃口不銳利時,不會影響沖剪工件的毛邊 (C)當工件斷面的模輥(擠壓面)過長,原因是沖頭與下模的間隙過小 (D)硬質材料受沖剪時,料片斷面較不會產生毛邊。
(A)較小之沖剪間隙,會使料片產生較大之彎曲變形 (B)刃口不銳利時,不會影響沖剪工件的毛邊 (C)當工件斷面的模輥(擠壓面)過長,原因是沖頭與下模的間隙過小 (D)硬質材料受沖剪時,料片斷面較不會產生毛邊。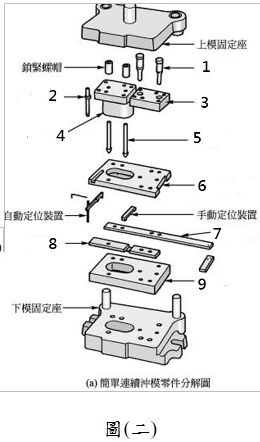 (A)定位 (B)壓料 (C)退料 (D)導引沖頭。
(A)定位 (B)壓料 (C)退料 (D)導引沖頭。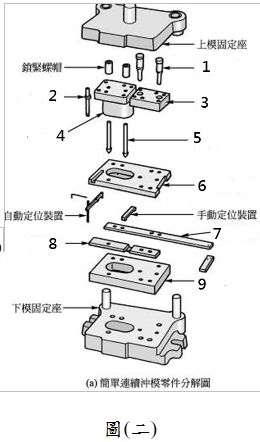 (A)編號1 (B)編號3 (C)編號4 (D)編號9。
(A)編號1 (B)編號3 (C)編號4 (D)編號9。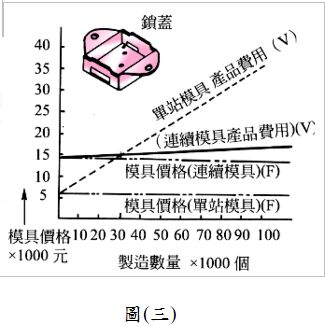 (A)1,000 (B)10,000 (C)20,000 (D)40,000
(A)1,000 (B)10,000 (C)20,000 (D)40,000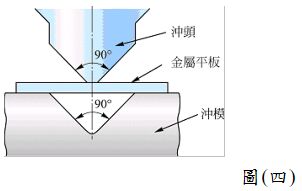 (A)同時減少沖頭及沖模角度,使之稍小於90° (B)沖模角度不變,但沖頭角度增加,使之稍大於90° (C)同時增加沖頭及沖模角度,使之稍大於90° (D)沖頭角度不變,但沖模角度增加,使之稍大於90°。
(A)同時減少沖頭及沖模角度,使之稍小於90° (B)沖模角度不變,但沖頭角度增加,使之稍大於90° (C)同時增加沖頭及沖模角度,使之稍大於90° (D)沖頭角度不變,但沖模角度增加,使之稍大於90°。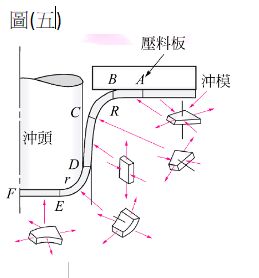 (A)直壁部位 (B)凸緣與筒壁之圓角區 (C)容器底部 (D)容器底部與筒壁交接之圓角區。
(A)直壁部位 (B)凸緣與筒壁之圓角區 (C)容器底部 (D)容器底部與筒壁交接之圓角區。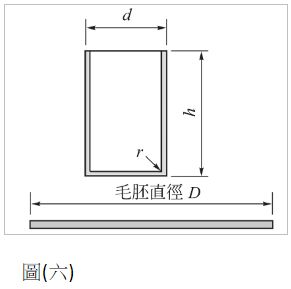 (A)90 (B)100 (C)115 (D)125。
(A)90 (B)100 (C)115 (D)125。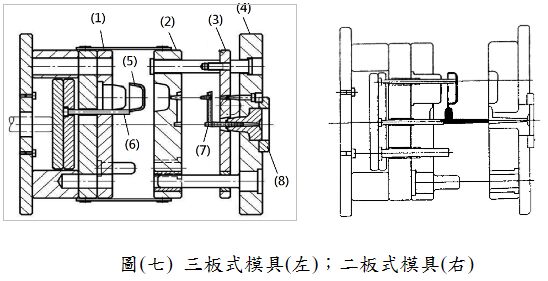 (A)圖(七)中數字2代表可動側模板 (B)三板式塑膠模具之成品由固定側模板與可動側模板間取出 (C)三板式模具比二板式模具多出一塊澆道剝料板 (D)三板式塑膠模具之澆道由固定側模板與澆道脫料板間取出。
(A)圖(七)中數字2代表可動側模板 (B)三板式塑膠模具之成品由固定側模板與可動側模板間取出 (C)三板式模具比二板式模具多出一塊澆道剝料板 (D)三板式塑膠模具之澆道由固定側模板與澆道脫料板間取出。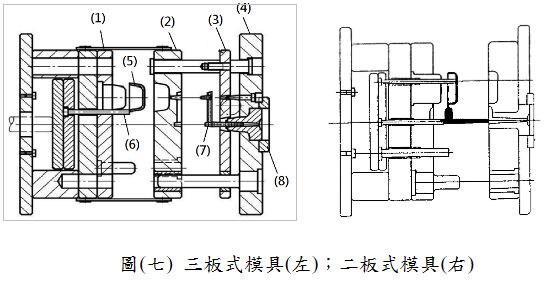 (A)固定側模板 (B)可動側模板 (C)澆道脫料板 (D)可動側固定板。
(A)固定側模板 (B)可動側模板 (C)澆道脫料板 (D)可動側固定板。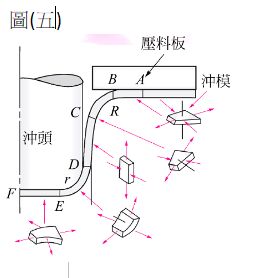 (A)編號8為定位環 (B)編號5為成品 (C)編號6為導銷 (D)編號7為澆道。
(A)編號8為定位環 (B)編號5為成品 (C)編號6為導銷 (D)編號7為澆道。