所屬科目:高中技藝◆模具
1. 下料模具的沖剪力大小與材料厚度成正比,而與剪斷輪廓之周長成反比。 (A)O(B)X
2. 沖孔沖模與下料沖模之剪切作用相同,不同的是下料沖模只考慮下料片四週是否完整,而不管切餘料片內面四週的情況,而沖孔沖模則相反。 (A)O(B)X
3. 擠製(extruding)加工是將金屬胚料加熱到再結晶溫度以上,置於模具中施以擠壓,迫使材料通過沖頭與沖模間之空隙而成形。 (A)O(B)X
4. 固定式剝料板一般均固定在下模板上,設有開口配合沖頭形狀,下面有導料槽使料條通過,其缺點為不具壓料作用,容易使料條扭曲。 (A)O(B)X
5. 沖剪模具之下模穴尺寸決定料片尺寸,而沖頭尺寸決定孔的尺寸,故欲保持料片外圍尺寸的正確,則料片尺寸需與模穴尺寸一致。 (A)O(B)X
6. 沖剪模具之下模孔製作角間隙時,若是角間隙的斜角直達模面,則產品毛邊較少,適用於剪切硬金屬。 (A)O(B)X
7. 塑膠射出成形模具中,採用頂出銷來頂出成品時,其設計的位置宜選在成品之壁厚最厚處。 (A)O(B)X
8. 在塑膠射出成形過程中,射出成形的正確順序為關模--射出--保壓--開模--頂出--冷卻。 (A)O(B)X
9. 塑膠射出成形製品內部產生氣泡,主要的原因可能為射出速度太快或射出壓力太小所導致。 (A)O(B)X
10. U型彎曲製品在生產時會發生彈回現象,當沖頭之兩側彎曲半徑愈大時,製品的彈回量會隨之降低。 (A)O(B)X
11. 當一直壁圓筒引伸件引伸變形時,容器底部半徑及圓周方向皆受拉應力作用,其板厚變化不大,一般可忽略不計。 (A)O(B)X
12. 引伸加工時,若下模入口半徑太大,則材料可能太早脫離胚料壓料板,而使材料產生起皺現象。 (A)O(B)X
13. 無流道塑膠模具在設計時不需要流道,產品成形後不會產生流道系統之廢料。 (A)O(B)X
14. 塑膠射出成形機若使用肘節式鎖模裝置,則當肘節連桿完全伸直狀態時鎖模力最大,因此應在肘節連桿完全伸直時使模具閉合。 (A)O(B)X
15. 設計冷料井(cold slug well)的用途是在容納流動時前端冷凝的塑料,避免阻塞橫澆道或澆口。 (A)O(B)X
16. 鋼料放電加工後在表面會產生變質層,此變質層是材料熔解又急速凝固所造成,硬度很高。為了降低變質層,提高工件表面粗糙度,在放電加工時應提高電流來解決此一問題。 (A)O(B)X
17. 考量射出成形中最佳塑料流動情形,塑膠模具中塑料流道斷面形狀應為正方形。 (A)O(B)X
18. 一般下料模具安裝於沖床上合模時,是先固定上模,再將上模慢慢下降,將上下模確實對準中心,再固定下模。 (A)O(B)X
19. 澆口是塑料進入塑膠模穴的入口,安排澆口時應儘可能在成品厚度較薄的部位。 (A)O(B)X
20. 射出成形是熱塑性塑膠的主要成形方法,部分熱固性塑膠製品亦可採用射出成形法來生產。 (A)O(B)X
21. 二板式塑膠模具之頂出裝置一般均裝置在模具的可動側,因此在設計模具時必須考慮在開模時要能使成形品附著於可動側。 (A)O(B)X
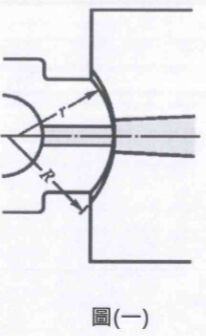
22. 圖(一)中顯示塑膠模具中豎澆道與噴嘴圓弧半徑大小的關係,通常噴嘴端面圓弧半徑 r 應略大於豎澆道入口之圓弧 R,才不會造成塑料洩漏。
(A)O(B)X
23. 如圖(二)之延長噴嘴方式是一種無流道塑膠成形法,成形時塑料自噴嘴通過澆口,直接進入模穴中。
24. 塑膠成品的外形為扁平狀時,可使用如圖(三)之膜狀澆口較適合,以防止變形。
25. 參考圖(五)之二板式模具,數字 14 的零件代表頂出銷,是直接作用於成品上而將成品頂出的零件。
1. 如圖(四)為塑膠模具中的點狀澆口,下列何者 不是 點狀澆口的優點?
(A)只需要較低之射出壓力 (B)適合多型腔之成形 (C)成形品上殘留澆口痕跡小 (D)澆口位置的選定較沒有限制。
2. 參考圖(五)之二板式模具,下列有關各數字所代表的零件名稱,何者 有誤 ?
(A)10--定位環 (B)15--頂出銷 (C)2--固定側模板 (D)4--脫料板。
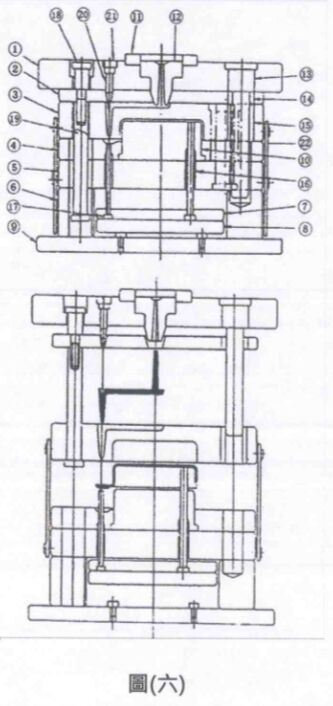
3. 參考圖(五)及圖(六),下列有關二板式塑膠模具與三板式塑膠模具的敘述,何者 不正確 ?
(A)三板式模具比二板式模具多出一塊澆道剝料板 (B)兩者之成品均由固定側模板與可動側模板間取出 (C)圖(六)中數字 3 代表澆道剝料板 (D)三板式塑膠模具開模時會形成兩個分模面。
4. 與曲軸沖床相較,下列何者 不是 肘節式沖床的優點?(A)下死點附近壓力極高 (B)適合做引伸加工 (C)在下死點滑塊移動速度快,亦適合應用於沖剪加工 (D)下死點穩定,可製作較精確之製品。
5. 沖剪加工時,下列有關工件剪斷面與影響因素的敘述,何者正確?(A)較小之模具間隙會使料片斷面形狀不整齊 (B)模具間隙太小時會形成二次剪斷現象 (C)一般硬質材料受沖剪時,剪斷面與毛邊較大 (D)沖剪後料片毛邊形成在工件的下方。
6. 下列有關塑膠材料特性的敘述,何者正確?(A)美耐皿就是三聚氰胺樹脂(MF)為熱塑性塑膠 (B)PMMA 俗稱壓克力是透光率很好的塑膠 (C)聚丙烯(PP)、聚氯乙烯(PVC)塑料是屬於熱固性塑料 (D)熱固性塑料可以回收再製。
7. 金屬材料在遭受剪切作用的第二階段是屬於塑性變形期,此時拉力作用已超過材料本身的 (A)最大強度 (B)破壞強度 (C)抗拉強度 (D)降伏強度。
8. 下列有關塑膠模具澆口特性的敘述,何者 不正確 ?(A)杯狀塑膠成品應避免選用側向澆口 (B)環狀澆口式之塑模比較不會產生接合線 (C)分模面的位置一定在成品投影面積最大的位置上 (D)透氣孔的位置一般皆在遠離澆口的塑膠成品末端處。
9. 在彎曲成形時需注意不使材料產生破壞的最小彎曲半徑,以下有關影響最小彎曲半徑的敘述,何者 錯誤 ?(A)使用相同彎曲半徑沖頭沖壓同材質之金屬胚料時,厚度愈薄者愈容易產生裂痕 (B)板料寬度愈大者,彎曲半徑也愈大 (C)軟質材料可以採用較小之彎曲半徑 (D)彎曲線與材料壓延方向垂直時,最小彎曲半徑可以降低。
10. 沖剪模具常設有剪斜角與模具間隙,下列相關敘述哪一個是對的?(A)剪斜角主要的目的為順利排出工件 (B)沖剪壓力和沖頭與模具之間隙成正比 (C)剪斜角留在沖頭側,則下料成品較平整 (D)工件材料之抗拉強度愈大,則沖剪間隙愈大。
11. 碳元素為碳鋼中之重要成分,當碳含量增加時,則碳鋼之 (A)抗拉強度降低 (B)硬度降低 (C)延展性降低 (D)韌性增加。
12. 有關金屬材料受彎曲後產生的變形現象,下列何者 錯誤 ?(A)彎曲加工為胚料形狀改變的塑性變形加工 (B)彎曲材料愈厚,則彎形部的外側拉伸力愈小 (C)不同金屬材料於彎形加工皆會產生不等的回彈量 (D)材料愈硬,回彈現象愈明顯。
13. 塑膠射出成形加工時,造成產品充填不滿與模具有關的可能原因是(A)噴嘴孔徑太大 (B)模具溫度太高 (C)成品厚度設計太厚 (D)澆道斷面太小,位置不當。
14. 下列有關沖剪及彎曲模具的敘述,何者 錯誤 ?(A)脫料板安裝於上模,主要功能為壓料及脫料 (B)碳鋼材料之料條,其含碳量愈高則沖模之間隙愈小 (C)在 V 形彎曲加工時,V形槽的寬度會影響到沖彎力 (D)彎曲模具之模肩處最易磨損。
15.鋼料淬火的目的是為了使鋼料硬化,通常碳鋼淬火後會得到哪一種組織?(A)麻田散鐵 (B)肥粒鐵 (C)沃斯田鐵 (D)波來鐵。
16. U形彎曲加工時,沖頭與模肩之間隙值會影響回彈量,其大小主要取決於 (A)材料厚度 (B)凹模深度 (C)沖頭端圓弧 (D)凹模模肩圓弧。
17. 下列有關塑膠模具成形的概念哪一個正確?(A)為了防止毛邊產生,塑模通常不做排氣孔 (B)塑模之針點澆口只適用於單一模穴的成品 (C)為了提高塑模冷卻效果,冷卻孔儘量靠近排氣孔 (D)對塑膠成品表面外觀品質而言,針點澆口優於直接澆口。
18.沖剪模具中的哪一個零件,可以不需要經過熱處理,選用的材料以易於加工為原則?(A)導柱及楓套 (B)沖頭 (C)下模板 (D)固定沖頭之承板。
19.下列何者 不是 塑膠材料之特性?(A)人工合成之高分子聚合物 (B)化學穩定性良好 (C)耐高溫 (D)電絕緣性優良。
20.欲在板厚 3 mm 之低碳鋼材料上沖製一個直徑為 10 mm 之圓孔時,若材料之抗剪強度為 25 kg/mm²,則所需之沖剪力約為________kg。 (A)750 (B)1500 (C)2350 (D)3250
21.一般而言,沖剪硬脆金屬材料時,料片斷面中大部份為 (A)撕裂面 (B)剪斷面 (C)擠壓面 (D)毛邊。
22.下列有關沖剪加工時,產生工件毛邊的敘述,何者有誤?(A)軟質材料沖剪時,較不會產生毛邊 (B)沖孔時,孔的毛邊方向朝向沖頭 (C)刃口不銳利時,沖剪工件會有較大的毛邊 (D)由沖剪後的毛邊狀況,可判斷模具的磨耗程度。
23.下列塑膠模橫澆道的斷面形狀中,哪一種形狀因只在澆口一側加工,製作容易,常被採用?(A)圓形 (B)梯形 (C)菱形 (D)橢圓形。
24.下列有關模具用鋼特性的敘述,何者正確?(A)SKD11是塑模常用之熱作用鋼 (B)碳化鈇材質硬、耐熱,故亦是塑膠模具之常用材料 (C)承板固定板適合以中、低碳鋼製作 (D)合金鋼中含有碳化物,可以改善切削性。
25.在鋼料中被認為有害的雜質元素,含量應儘量降低者為 (A)硫、磷 (B)鉻、鎳 (C)鍍、銅 (D)錳、鈇。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)O(B)X
(A)O(B)X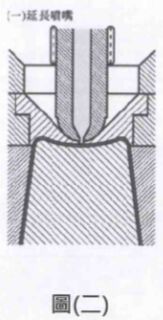 (A)O(B)X
(A)O(B)X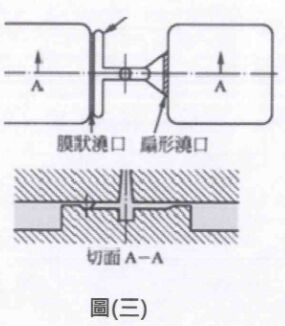 (A)O(B)X
(A)O(B)X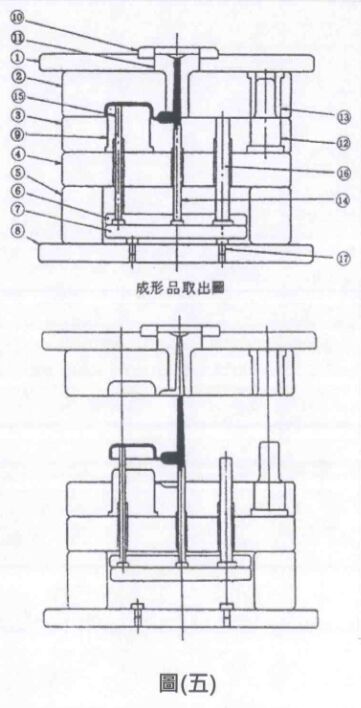 (A)O(B)X
(A)O(B)X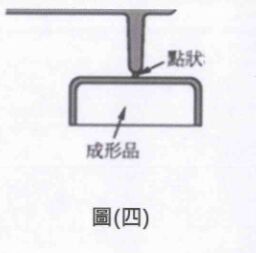 (A)只需要較低之射出壓力 (B)適合多型腔之成形 (C)成形品上殘留澆口痕跡小 (D)澆口位置的選定較沒有限制。
(A)只需要較低之射出壓力 (B)適合多型腔之成形 (C)成形品上殘留澆口痕跡小 (D)澆口位置的選定較沒有限制。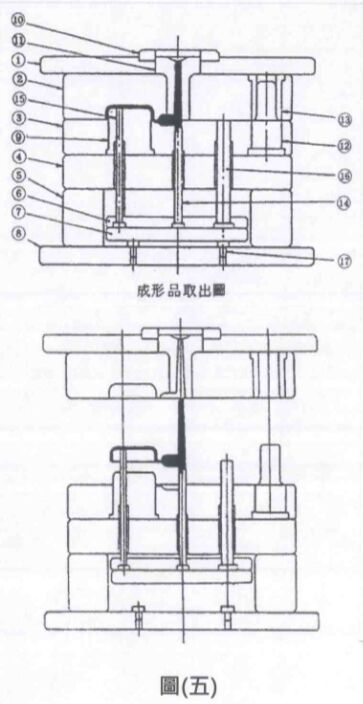 (A)10--定位環 (B)15--頂出銷 (C)2--固定側模板 (D)4--脫料板。
(A)10--定位環 (B)15--頂出銷 (C)2--固定側模板 (D)4--脫料板。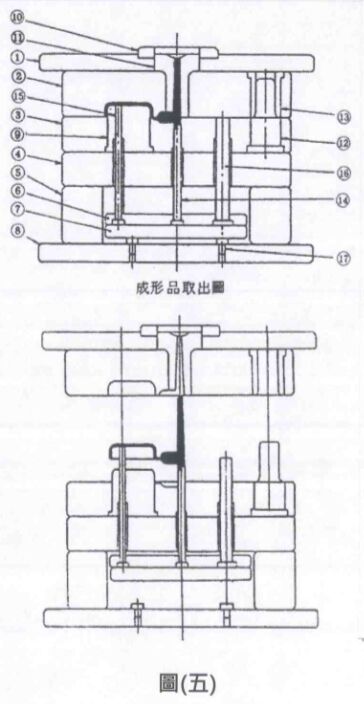
 (A)三板式模具比二板式模具多出一塊澆道剝料板 (B)兩者之成品均由固定側模板與可動側模板間取出 (C)圖(六)中數字 3 代表澆道剝料板 (D)三板式塑膠模具開模時會形成兩個分模面。
(A)三板式模具比二板式模具多出一塊澆道剝料板 (B)兩者之成品均由固定側模板與可動側模板間取出 (C)圖(六)中數字 3 代表澆道剝料板 (D)三板式塑膠模具開模時會形成兩個分模面。